Юрий Подольский - Сварочные работы. Практическое пособие

- Название:Сварочные работы. Практическое пособие
- Автор:
- Жанр:
- Издательство:ООО «Книжный клуб “Клуб семейного досуга”»
- Год:2015
- Город:Харьков, Белгород
- ISBN:978-617-12-0106-4, 978-5-9910-3430-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Практическое пособие краткое содержание
Книга познакомит вас с основными видами сварки: ручной дуговой, автоматической дуговой, электрошлаковой и газовой. Также подробно описаны особенности сварных соединений и швов, электродуговой и кислородной резки металлов: алюминия, нержавеющей стали, меди, чугуна. Кроме того, мастера-любители по приведенным расчетам смогут самостоятельно изготовить множество полезных в быту приспособлений.
Сварочные работы. Практическое пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
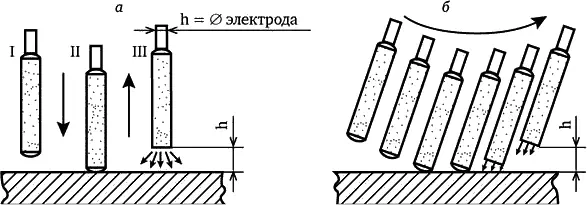
Рис. 23. Зажигание дуги:
а – способом тычка; б – способом чирка
В случае появления стартовых пор (видимых невооруженным глазом) или прилипания электрода к изделию при зажигании сварочной дуги необходимо прекратить начало сварки и выбрать (вырубить) место зажигания подручными средствами (зубилом, болгаркой и др.). После этого нужно обжечь электрод на технологической пластине, быстро и аккуратно удалить незастывший шлак с торца электрода путем легкого постукивания электродом обо что-либо твердое (дерево, наждачный круг, металлическую планку, изолированную от изделия, или прочий подручный материал) и после этого возобновить зажигание сварочной дуги. Не рекомендуется переплавлять нечеткое зажигание сварочной дуги, так как это может привести к дефектам в месте зажигания (стартовые поры, зашлаковка, непровар).
Зажигание сварочной дуги на изделии для продления сварного шва производится впереди кратера (рис. 24). Путь от положения 1 до положения 5 следует выполнять быстро, чтобы не получить валик в этом месте. Времени от начала зажигания дуги и до начала сварки обычно достаточно для того, чтобы сориентироваться, где начать наложение первой чешуйки металла шва. Начало сварки следует выполнять на застывшем кратере в верхней ее части, стараясь соединить край жидкой ванны с последней чешуйкой закристаллизовавшегося шва, предварительно обив кратер от застывшего шлака.
Начало сварки внизу кратера приводит к большим и глубоким перепадам между чешуйками в местах смены электродов. Начало сварки на самой вершине кратера приводит к бугристости сварного шва. Такие углубления и бугры создают трудности при сварке последующего слоя и способствуют появлению дефектов. Кроме этого, необходимо выполнить ряд дополнительных условий.
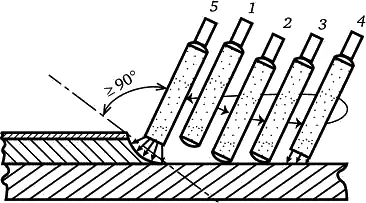
Рис. 24. Зажигание сварочной дуги для продления сварного шва
Должны отсутствовать или быть незначительными перепады в местах стыковки.
При наведении жидкой ванны необходимо проследить за тем, чтобы ее граница совпадала с последней чешуйкой предыдущего валика.
Наклон электрода в начале сварки должен быть равным или больше 90° к поверхности кратера, что не позволяет жидкому шлаку стекать вниз кратера. Скорость продвижения электрода от позиции 1 должна быть чуть быстрее, чем скорость сварки. В позиции 2 необходимо произвести задержку для проплавления места перехода кратера с основным металлом и после этого начать наложение сварного валика с определенной скоростью.
Все вышеперечисленное позволяет производить сварку (наплавку) с минимальными перепадами и повышает производительность труда.
Угол наклона электрода
Угол наклона электрода по отношению к изделию и направлению сварки значительно влияет на качественное формирование сварного шва. Защиту сварочной дуги и жидкой ванны металла шва от окружающей среды осуществляют газовый пузырь и жидкий шлак. Шлак поддерживает в жидком состоянии металл шва более длительное время (2–3 с). За это время в более полной мере протекают металлургические процессы, успевают в основном выйти из металла шва газы и шлаки.
Поддержание металла шва в жидком состоянии более длительное время позволяет сформировать валик правильной формы, с плавным переходом к основному металлу и равномерными чешуйками с минимальными перепадами между ними. Исходя из вышесказанного, очень важно, чтобы жидкий шлак укрывал жидкий металл шва сразу за дугой, как бы накрывая сварной шов «одеялом», сохраняя при этом тепло и отдаляя время начала кристаллизации шва. Это обеспечивается углом наклона электрода по отношению к направлению сварки. Существуют три положения наклона электрода по отношению к направлению сварки:
1. Cварка под прямым углом (рис. 25, а );
2. Cварка углом назад (рис. 25, б );
3. Cварка углом вперед (рис. 25, в ).
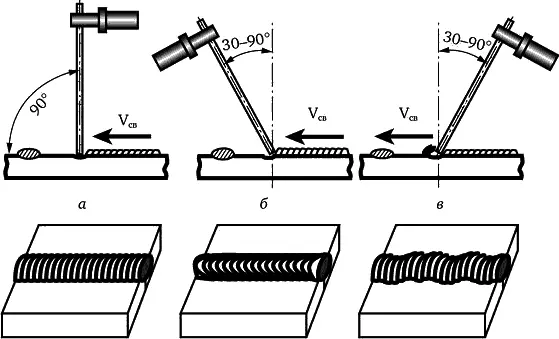
Рис. 25. Положения наклона электрода:
а – сварка под прямым углом; б – сварка углом назад; в – сварка углом вперед
Первое («прямое») положение электрода позволяет жидкому шлаку двигаться следом за сварочной ванной, накрывая жидкий металл шва, что способствует качественному формированию сварного шва. Незначительная часть шлака все же появляется впереди электрода, но не оказывает помехи процессу сварки. Впереди идущий жидкий шлак легко вытесняется по обе стороны валика сварного шва более тяжелым жидким металлом шва. В том случае, когда все-таки шлак впереди начинает мешать процессу сварки, необходимо сделать наклон электрода в сторону направления сварки до восстановления нормального процесса. Под прямым углом электрод держат обычно при необходимости варить в труднодоступных местах, а также при потолочной сварке.
При сварке углом назад силой давления сварочной дуги жидкий шлак вытесняется назад и отстает от жидкой сварочной ванны. Появляется оголенный участок жидкого металла шва и происходит быстрое остывание (кристаллизация) сварного шва. В этом случае валик получается с неравномерными чешуйками и значительными перепадами.
Необходимо выровнять положение электрода до момента, когда жидкий шлак будет следовать сразу за электродом. Сварка углом назад предпочтительна при работе с угловыми и стыковыми соединениями. Она позволяет увеличить глубину провара и высоту выпуклости, но при этом уменьшается ширина шва. Прогрев кромок недостаточен, поэтому возможны несплавления и образование пор.
При сварке углом вперед впереди электрода следует жидкий шлак, мешающий процессу сварки. Он накапливается в большом количестве, натекает на холодный металл и подстывает. Сварочная дуга начинает блуждать, а иногда и гаснуть. Сварной шов становится неровным, с пропусками проплавления по краям, а иногда и в середине шва. В этом случае необходимо выровнять положение электрода до вертикального. Метод углом вперед применяется в горизонтальных, вертикальных и потолочных швах, а также при сварке неповоротных стыков труб. При сварке таким методом уменьшается глубина провара и высота выпуклости шва, но заметно возрастает его ширина, что позволяет сваривать металл небольшой толщины. Лучше проплавляются кромки, поэтому возможна сварка на повышенных скоростях.
Электродами с рутиловым покрытием типа МР, АНО и др. сварку следует производить только углом назад ввиду большого количества шлака и высокой его жидкотекучести. При сварке угол наклона электрода с рутиловым покрытием к изделию всегда меньше, чем электрода с основным покрытием.
Читать дальшеИнтервал:
Закладка:









