Николай Качалов - Стекло

- Название:Стекло
- Автор:
- Жанр:
- Издательство:Издательство Академии Наук СССР
- Год:1959
- Город:Москва
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Николай Качалов - Стекло краткое содержание
Стекло - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Все только что нами сказанное относилось к технологическому процессу, носящему периодический характер, когда одна операция последовательно сменяет другую. Таким образом, в цехе в каждый данный момент идет какая-нибудь одна стадия процесса, например засыпка шихты в горшки, продолжающаяся 8 часов, затем варка стекла, занимающая 14 часов, после этого отливка стекла, требующая 2 часов, итого 24 часа, после чего суточный цикл опять начинается сначала.
В современных производствах, где механизация доведена до высоких степеней совершенства, подобный порядок нетерпим, так как вносит прерывистость, нарушает плавную поточность производства, являющуюся обязательным условием совершенной механизации трудовых процессов.
В соответствии с этими требованиями современное производство толстого листового стекла существенно отличается от только что описанных нами периодических методов. В современном производстве стекло подается на вальцы не отдельными более или менее крупными порциями при помощи черпака или опрокидывающегося горшка, а непрерывно и непосредственно из ванной печи, день и ночь, без всяких перерывов. Схематически такая установка показана на рис. 358.
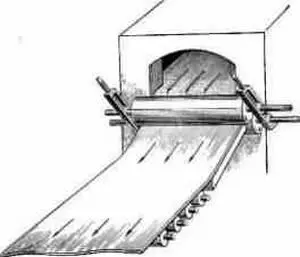
Рис. 358. Схема получения толстого листового стекла по методу непрерывного проката
Из короткого канала, которым заканчивается бассейн ванной печи, вытекает широкой плоской струей стекломасса, попадая в пространство между двумя вальцами, вращающимися навстречу один другому. Выходящий из вальцов лист стекла, еще горячий и мягкий, сначала сползает по металлической плите и, когда достаточно затвердеет, продолжает катиться по роликовому транспортеру. Расстояние между вальцами, определяющее толщину листа, изменяется по желанию при помощи показанных на рисунке винтов.
Расход стекломассы, или скорость ее истечения через сливной порог канала, регулируется особыми шиберами, на рисунке не показанными. Как формующие валики, так и плита охлаждаются водой, циркулирующей по внутренним каналам.
Постоянно движущаяся по роликовому транспортеру лента зеркального стекла входит в канал тоннельной печи отжига, обогреваемой электрическими нагревателями, и, последовательно проходя участки все более и более низких температур, выходит на открытый воздух совершенно охлажденной и хорошо отожженной.
После этого, продолжая двигаться по открытой части транспортера, лента подвергается контролю на качество отжига, операции отбортования, т. е. отрезки бортов, и, наконец, нарезке на листы заданных размеров. Общий вид этой установки представлен на рис. 359.
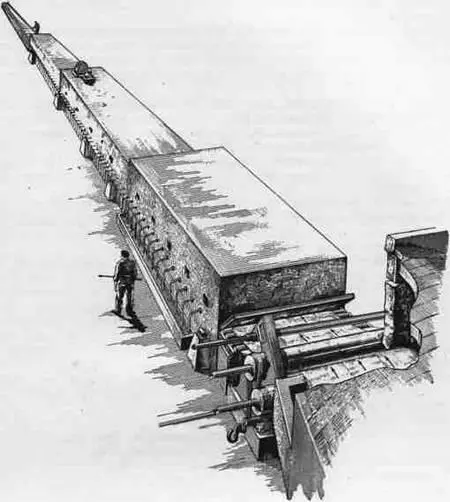
Рис. 359. Общий вид установки для непрерывного проката толстого листового стекла
Толщина получаемого этим методом стекла колеблется от 3 до 15 мм в зависимости от скорости движения ленты, в пределах соответственно от 5 до 0,5 м в минуту.
Этот метод выработки листового стекла средней толщины сейчас наиболее передовой и самый совершенный в техническом отношении. Он широко применяется в Советском Союзе и кладется в основу новых, проектируемых в настоящее время заводов.
Таким образом, в отличие от способа отливки на столе, прокатку между вальцами можно назвать процессом непрерывного действия. В любой момент времени в цехе всегда протекают одни и те же операции, и картина производственного процесса никогда не меняется. Варка стекла производится не в горшковой печи периодического действия, а в ванной, тепловой режим которой никогда не меняется и в которой все стадии процесса происходят одновременно, но в разных местах печи. Стекломасса непрерывно движется вдоль бассейна печи, последовательно проходя через зоны необходимых для данной стадии варки температур. Поступление стекла на формующее устройство происходит не отдельными порциями, как при отливке из горшков, а тоже непрерывно, в виде никогда не прекращающегося потока. Сам формующий механизм — прокатные вальцы — работает не периодически, как прокатный стол, а постоянно, никогда не останавливаясь, и, наконец, отжиг стекла производится не в печах периодического действия, именуемых каркесами, которые то разогреваются, то охлаждаются, а в тоннельных печах непрерывного действия, где температурный режим никогда не меняется, где температура постоянна, а движется само стекло.
Таким образом, в современной установке получения зеркального листового стекла путем прокатки между вальцами непосредственно из ванной печи мы можем видеть прекрасный пример полностью механизированного поточного производства, выпускающего массовую продукцию, что, кстати сказать, в полной мере относится и к уже знакомому нам производству оконного стекла методом вытягивания.
Технология получения некоторых специальных типов толстого листового стекла, а также способы холодной их обработки будут рассмотрены ниже.
Советский Союз располагает всеми типами установок получения зеркального стекла. Особенно сильно развивается за последнее время строительство предприятий непрерывного проката стекла на вальцовых машинах.
Как мы уже говорили, получаемое путем прокатки на столах или между вальцами зеркальное стекло всегда имеет один очень важный недостаток — шероховатость, неровность обеих сторон, являющуюся следствием соприкосновения стекла в момент его формования с металлическими поверхностями прокатного стола, катка и вальцов.
Нужно сказать, что в более тонкое листовое стекло, получаемое методом вытягивания, обладает подобным же недостатком, выражающимся в волнистости, ориентированной вдоль по направлению вытягивания стеклянной ленты.
Таким образом, получаемое тем или иным современным механизированным способом чистовое стекло, и тонкое (оконное) и утолщенное (зеркальное), обладает одним общим недостатком — низким качеством поверхности, покрытой разного рода неровностями. Этот дефект или лишает в той или иной степени стекло прозрачности, или приводит к искажению рассматриваемых через него предметов. Ожесточенная борьба с этим пороком машинного листового стекла, ведущаяся до наших дней в направлении усовершенствования процессов технологии варки и формовки листового стекла, пока не привела к успешным результатам. Вместе с тем бурно развивающиеся автомобильная, авиационная и вагоностроительная промышленности, с одной стороны, и запросы крупного городского строительства, с другой, а также общий рост культуры населения, связанный с повышением требований к качеству аксессуаров, оформляющих его быт, поставили стекольную промышленность перед необходимостью во что бы то ни стало решить проблему улучшения качества поверхности выпускаемого в огромных количествах листового стекла машинной выработки.
Читать дальшеИнтервал:
Закладка: