Николай Качалов - Стекло

- Название:Стекло
- Автор:
- Жанр:
- Издательство:Издательство Академии Наук СССР
- Год:1959
- Город:Москва
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Николай Качалов - Стекло краткое содержание
Стекло - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Коль скоро усовершенствование горячих процессов технологии не давало успешных результатов, оставался один выход — обратиться к процессам холодной обработки стекла.
Производственный процесс получения полированного стекла распадается, как известно, на две последовательные стадии: шлифовку и полировку.
Шлифовка преследует две цели: прежде всего путем удаления излишков стекла с необработанной заготовки приблизить ее геометрическую форму возможно точнее к заданной и затем постепенным удалением неровностей образовавшейся грубой матовой поверхности выгладить ее, подготовить ее структуру к состоянию, наиболее удобному для последующей полировки. Первая операция носит обыкновенно название «обдирки», или «грубой шлифовки»; вторая — «тонкой шлифовки».
Цель полировки — окончательно сгладить микронеровности шлифованного стекла для придания ему полной прозрачности и блеска.
На производстве в огромном большинстве случаев процесс шлифовки осуществляется при помощи так называемого «свободного» абразива, т. е. какого-либо порошкообразного твердого материала, например наждака или кварцевого песка, катаемого между прижимаемыми одна к другой поверхностями обрабатываемого стекла и металлического инструмента, называемого «шлифовальником».
Шлифовальник имеет форму плоского диска, обычно с каналами на нижней (рабочей) поверхности для равномерного распределения подаваемого на станок абразивного порошка, что раньше делалось вручную, а теперь, при массовом производстве, происходит автоматически. Диск нажимает своей тяжестью на расположенные на поверхности стекла зерна абразива и вращается в горизонтальной плоскости. Стекло же, прочно закрепленное на массивном столе, получает вращательное или прямолинейное движение.
Чем мельче абразивный порошок, тем меньше его производительность, т. е. тем меньше он сошлифовывает стекла в единицу времени и тем тоньше, глаже получается шлифованная поверхность стекла.
Процесс полировки осуществляется на этих же самых станках с той лишь разницей, что обрабатывающий инструмент — металлический шлифовальник — заменяется другим диском, так называемым «полировальником», имеющим мягкую рабочую поверхность, обычно войлочную или суконную. Абразивный твердый порошок в этом случае заменяется тонкодисперсным пылевидным материалом, чаще всего так называемым «крокусом» — особым образом приготовленной окисью железа.
Общее представление о конструкции машин для шлифовки и полировки листового стекла дают приводимые нами схематически исполненные рисунки. На рис. 360 показан так называемый «ротационный» станок, в котором обрабатываемое стекло имеет вращательное движение: А — стол, на котором закрепляются обрабатываемые листы стекла; Б1 и Б2 — чугунные шлифовальники; М1 и М2 — электромоторы, приводящие во вращение стол и шлифовальники; В1 и В2 — штурвалы, при помощи которых шлифовальники могут подыматься и опускаться.
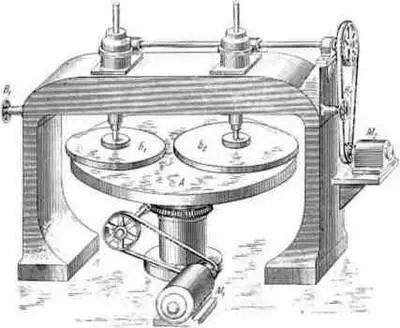
Рис. 360. Схематический рисунок автомата с вращательным движением стола дли шлифовки и полировки листового стекла
Шлифовальники имеют разный диаметр. Один из них, больший, перекрывает центр стола.
На рис. 361 показан полировальный инструмент, заменяющий на описанном станке шлифовальный диск, когда, закончив шлифовку, переходят к полировке. Это так называемая «полировальная звездочка», или «головка», состоящая в данном случае из 3 свободно вращающихся дисков, или полировальником, обтянутых войлоком или сукном. Таких дисков на одной звездочке бывает 3, 6, 9, 12 и больше.
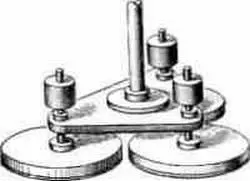
Рис. 361. Схематический рисунок полировальной головки
Ротационные шлифовально-полировальные станки строятся весьма различных размеров, начиная от совсем небольших, применяющихся, например, в оптическом производстве, с диаметром стола, или, как говорят, «планшайбы», в несколько десятков миллиметров и кончая крупными машинами, поперечник столов которых достигает 10 м и больше, предназначенными для обработки огромных листов зеркального стекла.
В настоящее время эти машины в массовом производстве крупных листов стекла уступили свое место громадным агрегатам конвейерного типа с прямолинейным движением столов.
Рис. 362 показывает автоматический шлифовально-полировальный станок с поступательно-возвратным движением стола: 1 — стол, на котором укрепляется при помощи гипса один или несколько листов стекла; 2 — шлифовальник, который, так же как и у ротационного станка, заменяется при переходе на полировку звездочкой с войлочными дисками; 3 — штурвал, подымающий и опускающий обрабатывающий инструмент; 4 — трансмиссия, вращающаяся от мотора 5 и приводящая в движение стол и шпиндель 6, на котором закрепляются шлифовальник и полировальник.
Станки этого типа обычно бывают не очень больших размеров, и площадь их стола не превосходит 1,5-2,0 кв. м.
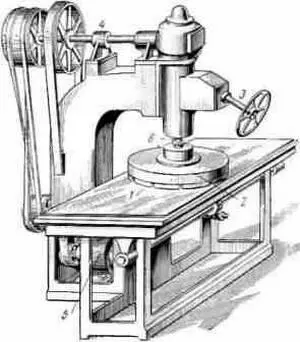
Рис. 342. Схематический рисунок автомата с поступательно-возвратным движением стола для шлифовки и полировки листового стекла
Таковы в самых общих чертах процессы шлифовки и полировки стекла и механизмы, для этого предназначенные. Теперь несколько слов о том, что было сделано у нас в советское время для развития этой отрасли промышленности и каково ее состояние.
На рубеже XX столетия процессы шлифовки и полировки, несмотря на то, что они относятся к старейшим приемам обработки стекла, занимали у нас и за границей очень скромное место и ограничивались, в сущности, тремя случаями применения: в приготовлении зеркал, в производстве художественной посуды и в обработке оптических деталей.
В первом случае — в производстве, носившем массовый характер и выпускавшем громоздкую продукцию, — отдельные операции как по отливке стекла, так и по его холодной обработке были в то время уже механизированы и обслуживались тяжеловесным типовым оборудованием, о котором мы вскользь упоминали выше. Производство больших зеркал тогда было сосредоточено на немногочисленных предприятиях, принадлежавших крупным фирмам-монополистам, которые по согласовании между собой обслуживали своей малотранспортабельной продукцией расположенные вокруг них обширные потребительские районы.
Например, в дореволюционной России было всего два предприятия, принадлежавших бельгийским акционерным обществам, которые производили в больших количествах зеркальное стекло, получавшееся методом проката на столе: одно из них было расположено на берегу Финского залива, около Капорской бухты, и обслуживало все северные районы страны, а другое — в Донецком бассейне, в Константиновке — поставляло зеркальное стекло на весь юг России.
Читать дальшеИнтервал:
Закладка: