Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие

- Название:Основы дизайна. Художественная обработка металла. Учебное пособие
- Автор:
- Жанр:
- Издательство:ЛитераФорте
- Год:2014
- Город:М.
- ISBN:978-5-519-01717-6
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие краткое содержание
В учебном пособии, которое в странах СНГ и зарубежом является первым такого рода, изложены основы дизайна художественной обработки металла. Эволюция технологий обработки металла прослеживается в теснейшей взаимосвязи с архитектурой, скульптурой, изобразительным, декоративно-прикладным искусством, где художественная обработка металла находит самое широкое применение.
Подробно характеризуются разнообразные способы изготовления художественных изделий (проволока и листовой металл; ковка, дифовочные работы; чеканка, гравирование и иные работы), а также с оборудованием и инструментами для этих работ.
Книга сопровождается рисунками, эскизами и таблицами; на конкретных примерах описаны приемы работы в различных техниках декора.
Для учащихся системы СПО: ПТУ, колледжей (техникумов) художественного профиля, учебных комбинатов, мастеров художественных и ювелирных изделий. Может быть полезна для художников и мастеров, работающих в области декоративно-прикладного искусства, реставраторов, а также для профориентации учащихся общеобразовательных школ и ознакомления с технологией художественной обработки металлов любителями-металлистами, всех интересующихся с бесконечно разнообразным и таинственным миром металла, научиться и своими руками создавать различные поделки.
Основы дизайна. Художественная обработка металла. Учебное пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Сборку многоэлементного изделия производят пайкой. Чтобы соединительный шов не выделялся, его проковывают в холодном или нагретом состоянии молотками или небольшой по весу кувалдой. При термической (горячей) правке осуществляют местный нагрев заготовки в деформированной части. Делать это можно над газовой горелкой. Прогревают заготовки постепенно. За один проход вдоль деформированной части нагревают зону шириной в 0,5–2 толщины материала заготовки. Выравнивание происходит при охлаждении прогретой зоны в силу сжатия металла при переходе из горячего состояния в холодное. Дополнительная проковка шва позволяет увеличить эффект термической правки.
Нагрев шва всегда осуществляется с выпуклой стороны и начинается от центра выпуклости. Удары же начинают наносить вокруг нагретого участка, а затем уменьшая радиус, постепенно проковывают сам разогретый участок.
При описании выколотки мы затронули еще одну операцию. Это посадка гофров. Рассмотрим ее подробнее.
Посадка гофров. Посадкой называется изменение формы заготовки, в результате которого сокращается длина кромки с одновременным ее утолщением. Осуществляется посадка в два приема: гофрирование и собственно посадка гофра. Гофрирование производят, как вы уже знаете, при помощи круглогубцев. В этой части заготовки, которую нужно посадить, круглогубцами наносят невысокие, равномерные по всей длине борта заготовки гофры. В идеале высота гофра должна равняться его ширине. Затем вооружаются металлическим или деревянным наводилом (заостренным) молотком и начинают наносить удары сначала по высокому краю гофра, а затем по направлению от низкой части к борту (см. рис. 3.8, а; 3.9) удары должны быть легкими и частыми. Окончив посадку, поверхность заготовки выглаживают гладильником.
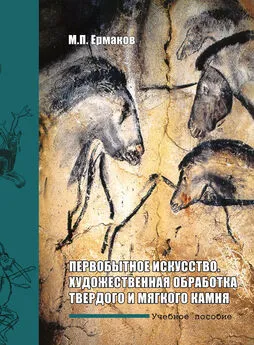
Вытяжка. Еще больше упрощает процесс холодная листовая штамповка. Это так называемая вытяжка. Ее применяют для изготовления объемных изделий или деталей простых форм из листов металла. Основные приспособления, требующиеся для вытяжки, матрица пуансон и прижим. Плоскую заготовку располагают между матрицей и пуансоном и, воздействуя силой удара на ударную часть пуансона, формируют из заготовки объемное изделие. Форма изделия задается формой матрицы и пуансона (см. далее главу «Басма»). Однако, в силу растяжения металла, на его кромке должны образоваться гофры. Чтобы этого избежать, применяют специальный прижим. Им плотно прижимают кромку вставленного между матрицей и пуансоном листа, но так, чтобы давление прижима не препятствовало передвижению материала (рис. 3.10).
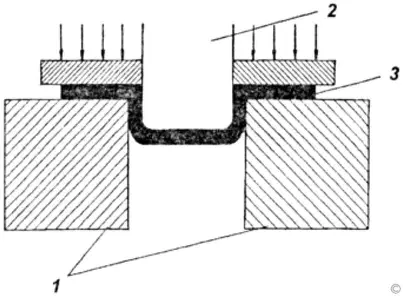
Рис. 3.10. Приспособление для вытяжки: 1 – матрица; 2 – пуансон; 3 – заготовка.
Поверхности рабочего инструмента вытяжки, также как и во всех предыдущих операциях, должны быть гладкими и отполированными во избежание повреждения поверхности заготовки.
Выколотку по моделямприменяют в работе над монументальной скульптурой, при изготовлении барельефов и скульптурно-декоративных композиций экстерьерного характера из меди, латуни, алюминия, нержавеющей стали. Монументы, выполненные выколоткой, долговечнее литых, удобны при перевозке, легки и прочны.
Технология выколотки. С авторского оригинала, отформованного в гипсе в натуральную величину, снимают кусковую гипсовую форму и изготовляют цементные модели головы, торса, рук и т. д. Для сильно профилированных деталей фигуры – лица, кисти руки и т. д. отливают боббитовые модели. Для сложных и ответственных по рельефу деталей отливают дополнительно боббитовые формы, которые служат матрицами для уточнения рельефа при выколотке.
Все металлы, кроме алюминия, предварительно отжигают, отбеливают, промывают и просушивают.
Выколотку отдельных деталей или частей фигуры выполняют на металле различной толщины: для цветного 1–2 мм, для нержавеющей стали – 0,5–1 мм. Площадь листовой заготовки рассчитывают с учетом вытяжки и посадки, измерения производят рулеткой или стальной линейкой по огибу модели. Листовой металл накладывают на кусковую форму, обжимают, закрепляют проволокой или куском веревки и производят выколотку вначале резиновыми, а затем деревянными и другими молотками. Затем заготовку повторно отжигают, нагревая ее до темно-красного каления, если она изготовлена из меди, стали или латуни. Алюминий отжигают осторожнее, до почернения предварительно нанесенным мылом рисок. Очищенную от окалины заготовку вновь накладывают на модель, закрепляют, и выколотку повторяют. В сложных случаях профилировки операцию повторяют несколько раз. С лицевой стороны заготовку утоняют стальными чеканами. Для этого ее заполняют смолой и после застывания прочеканивают и наносят фактуру (см. главу «Чеканка»). Сборку деталей и монтировку фигуры начинают с подгонки и пропиловки краев деталей между собой. Излишки металла обрезают ножницами и опиливают напильниками, затем листы подгоняют встык, сваривают, швы прочеканивают. Далее фигуру монтируют на стальной каркас. На внутренней ее поверхности приваривают специальные кламеры из того же металла. К ним через текстолитовые прокладки, которые нужны чтобы не образовались термопары, крепят стальной каркас.
Выдавливание.При выдавливании изделий из листового металла применяют токарный (или давильный станок). Токарный станок оснащается специальной оправкой, повторяющей требуемую форму изделия. Оправка может быть стальной, чугунной или деревянной. Посредством выдавливания изделиям придают формы тел вращения (например, полусферическую). Круглую плоскую металлическую заготовку зажимают между закрепленной в патроне или на шпинделе токарного станка и вращающимся центром задней бабки станка (рис. 3.11).
На опорном штифте специального упора (или подручника) устанавливают давильник. Давильники изображены на рисунке 3.12. Этот инструмент выполняется из стали, латуни, меди.
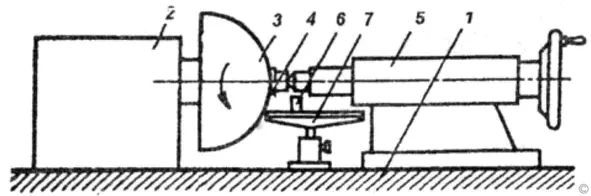
Рис. 3.11. Давильный станок: 1 – станина; 2 – шпиндель; 3 – заготовка; 4 – прижим; 5 – задняя прижимная бабка; 6 – опорный штифт; 7 – упор.
Рис. 3.12. Давильники: 1 – со сферической головкой; 2 – со скошенной головкой; 3 – с увеличенной сферой; 4 – с роликом.
Твердые породы древесины также допустимы для использования в качестве материала для давильников. Рабочая часть давильника имеет либо шарообразную, либо скругленную форму или же выполняется в виде вращающегося ролика. Длина рукоятки давильника должна быть не менее 400 мм.
Читать дальшеИнтервал:
Закладка: