Анна Маркова - Нормирование сегодня

- Название:Нормирование сегодня
- Автор:
- Жанр:
- Издательство:Литагент Ридеро
- Год:неизвестен
- ISBN:9785448371905
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Анна Маркова - Нормирование сегодня краткое содержание
Нормирование сегодня - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Нормирование сегодня
Анна Маркова
Дизайнер обложки Е. А. Бескорцев
© Анна Маркова, 2017
© Е. А. Бескорцев, дизайн обложки, 2017
ISBN 978-5-4483-7190-5
Создано в интеллектуальной издательской системе Ridero
За время своей трудовой деятельности я успела поработать инженером-технологом, инженером по нормированию труда, экономистом по планированию.
Сегодня я опять работаю инженером по нормированию или, проще говоря, – нормировщиком. Все знания и навыки, полученные в разных должностях, мне пригодились.
О том, что знаю о нормировании, и о том, что смогла привнести в него нового, охотно поделюсь на этих страницах.
В первую очередь рекомендую свою книгу читателям с техническим образованием – не обязательно высшим. Расценивайте мою книгу как курсы по нормированию труда. Здесь вы найдёте не только теорию, но и практические примеры и задания. Я сделала всё, чтобы, дойдя до последних страниц, вы с уверенностью могли рассматривать вакансию нормировщика при будущем трудоустройстве – она сегодня востребована.
Вступление
«Дурной пример»
Разговор о нормировании труда начну издалека – из поезда Санкт-Петербург-Москва, где я впервые увидела журнал с этой статьёй. Боюсь приводить здесь её название – слишком серьёзно оно звучит. В статье была обрисована катастрофическая ситуация с повышением производительности труда в нашей стране. Оказывается, последние 20 лет она практически не повышалась. Вообще-то, я думала, что этот срок больше. Пытались разобраться в причинах, в том, почему, например, в странах Восточной Азии это удаётся, а у нас – нет. Там другой менталитет – сильны традиции коллективного мышления: почитание начальника, преданность своему предприятию. Про Запад не говорилось, но там, я думаю, за внедрение каждого рацпредложения очень хорошо платят и быстро его внедряют – чтобы заплаченные деньги отработать. А у нас ничего не получается. Из-за менталитета, из-за того отсутствия денежной стимуляции,.. «и др.».
«Когда рабочий приходит на работу, то он сознательно стремится работать так мало, как только может, делая не более одной трети или половины надлежащей дневной выработки». Это цитата Ф. Тейлора, основателя научного управления. Приводится в журнале. Жутковато, но возразить нечего.
Дальше выясняется, что статья, всё-таки, не делового характера, а рекламного. Фирма по повышению производительности труда предлагает свои услуги. Она знает, как это сделать.
Думаю, действительно знает. И тут я поймала себя на мысли: я тоже знаю, как повысить производительность труда. Причём, довольно простым способом: правильно рассчитать трудоёмкость.
Поясню на примере. В некой организации занимались производством определённых деталей. Каждому рабочему за 1 сделанную деталь платили 2000 рублей. Рабочие были довольны, но производство гибло. Директор пытался разобраться в причинах. Однажды, проходя по цеху, он заметил, что рабочие «прохлаждаются». Он стал появляться в цехе чаще, и каждый раз наблюдал одну и ту же картину. Решил разобраться. Нанял опытного нормировщика. В результате стоимость работы за 1 изделие снизилась с 2000 до 200 рублей. Как возмущались рабочие! Но, вы знаете – ни один не ушёл! И в зарплате не потерял – даже прибавил. Просто рабочие начали работать…
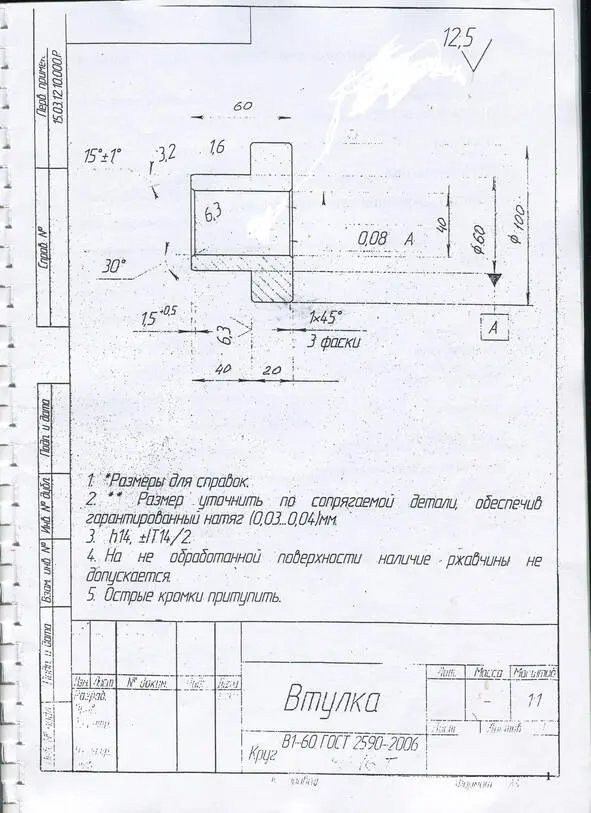
Об этом случае я узнала с чужих слов. А вот в том, что трудоёмкость изделий бывает завышена в десятки раз, убедилась лично. Покажу на конкретном примере.
Посмотрите на чертёж втулки на странице 6. Я приведу вам нормы, которые были, и те, которые получаются в результате реального нормирования.
Сначала «неправильные нормы» по операциям.
Нормирование производилось «по опыту» очень опытным технологом, который дружил с мастером, бригада которого выполняла эту работу.
Пройдёмся по пунктам, что откуда взялось.
Для токарного станка 15 минут резать круг диаметром 100 мм. – явный перебор. Тот, кто знаком с токарным делом, заметит сразу.
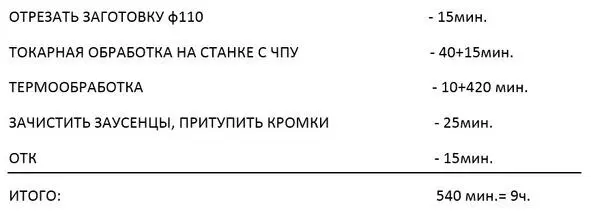
Но это ещё «цветочки». На токарном станке с программным управлением такая втулочка точится 40 минут! Откуда взялась такая норма?! Нормы для станков с ЧПУ давал программист. Но он-то откуда их взял? Оказывается, что в эту норму он включил время работы по составлению программы – своей работы.
Я не буду спрашивать, правильно ли это, я спрошу: почему это неправильно?
Программист работает повремённо – на окладе. Следовательно, за составление этой программы он своё получил. То, что он включил свою работу в трудоёмкость изготовления изделия, он просто подарил время рабочему. Насколько тем самым была завышена трудоёмкость для рабочего – увидим ниже.
Откуда взялись «+15», если не всем понятно. У любой работы есть подготовительно-заключительное время (ПЗВ). Об этом мы ещё будем говорить. Это время на раскладку инструмента, получение задания, изучение чертежа, включения-выключения станка и т.п.. Это те работы, которые делаются один раз для того, чтобы потом сделать партию деталей. Чтобы учесть ПЗВ в трудоёмкости одного изделия, надо время, затраченное на неё, разделить на количество деталей в партии. Здесь подготовительно-заключительное время вполне реально, но только в итоге, как мы видим, оно просто прибавляется к трудоёмкости каждой детали.
Продолжаем «раскручиваться». В чём состоит термообработка? Она состоит в том, что рабочий должен положить деталь в печь, включить её и оставить там на заданное количество часов. Потом вытащить. То время, которое изделие находится в печи, он свободно может заниматься другой работой, находясь поблизости. Если вы откроете норматив на термообработку, вы там сразу прочтёте, что даётся время только на загрузку и выгрузку печи. Если включать это время в трудоёмкость изделия – представляете, насколько это её увеличивает?
Зачистка заусениц. Они остаются после обработки. Удаляются очень легко – напильником. Можно это делать и на станке. Похоже на подпиливание ногтей. Только «ногти» потвёрже, но и пилка, соответственно, помощнее. Эту аналогию я привожу для женщин, чтобы было понятно: 25 минут на такой «маникюр» – это тоже перебор.
В итоге у нас получается 9 часов на одну втулку. Тут даже в токарных делах разбираться не обязательно – нужно просто остановиться и задуматься: одна маленькая втулочка – 9 часов! Только цифры эти запрятаны где-то в глубине универсальных программ, которые сами считают сметы, ведут бухучёт и делают вообще всё. Мы видим только результаты. Мы видим огромные «длинные» базы данных обо всей нашей продукции, и нет у нас возможности рассматривать каждую цифру. Разве что случайно кто-нибудь заметит…
Читать дальшеИнтервал:
Закладка: