Джеймс Вумек - Бережливое производство

- Название:Бережливое производство
- Автор:
- Жанр:
- Издательство:Альпина Бизнес Букс
- Год:2004
- Город:Москва
- ISBN:5-9614-0009-3
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Джеймс Вумек - Бережливое производство краткое содержание
«Бережливое производство» (lean production) — прорывный подход к менеджменту и управлению качеством, обеспечивающий долговременную конкурентоспособность без существенных капиталовложений. Пионером этого подхода стала компания Toyota, которая благодаря его использованию достигла выдающихся результатов. В настоящее время «бережливое производство» используется компаниями во многих странах и в разных отраслях.
Книга написана обстоятельно, ясно и содержит не только описание теории, но и много примеров из опыта ведущих компаний США, Германии и Японии.
Книга ориентирована, прежде всего, на практиков — руководителей среднего и высшего звена и предпринимателей, но также будет интересна студентам и преподавателям экономических вузов.
Бережливое производство - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Рисунок 8-5. Бережливая технология шлифовки лопаток
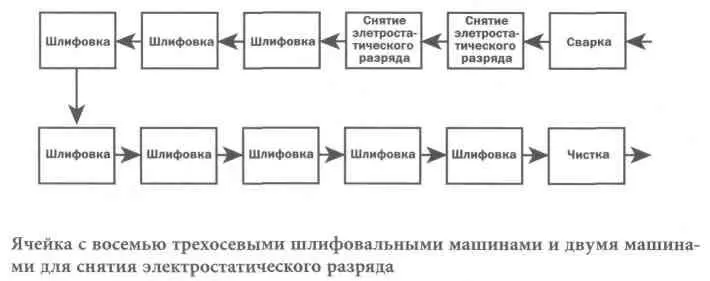
Хотя, с одной стороны, реальное время физической обработки увеличивалось с трех до семидесяти пяти минут, общее время выполнения процесса сокращалось с десяти дней до этих самых семидесяти пяти минут. Более чем на 99 процентов оказалось возможным уменьшить время простоя машины из-за оптимизации переналадки (каждая из девяти машин переналаживалась ровно столько, чтобы точно успеть к моменту поступления первой детали). Число деталей, одновременно находящихся в процессе, сокращалось с 1640 до 15 (одна в обработке плюс одна в очереди на обработку и одна после обработки). Площади сокращались на 60 процентов, а общие производственные затраты уменьшались более чем наполовину. Общие же инвестиции в каждый новый участок не превышали 1,7 миллиона долларов. Никаких капсул, робокаров и автоматизированного склада, вредной декапсуляции и постоянно ломающейся компьютерной системы контроля. В общем, бережливое производство в своем лучшем виде (см. таблицу 8-1).
Таблица 8-1. Преимущества бережливого производства по сравнению с «монументом»
| Автоматическая машина Blohm | Участок Чаку-Чаку | |
|---|---|---|
| Удельная площадь продуктовой ячейки (кв. футы) | 6430 | 2480 |
| Общий путь детали (футы) | 2500 | 80 |
| Средний уровень запасов по ячейке | 1640 | 15 |
| Объем партии (число лопаток) | 250 | 1 |
| Время выпуска (сумма времени цикла всех операций) | 10 дней | 75 минут |
| Воздействие на окружающую среду | Очистка кислотой, используется рентгеновское излучение | Кислота и рентгеновское излучение не используются |
| Время простоя (из-за переналадки оборудования) | 480 минут | 100 секунд |
| Стоимость шлифовки одной лопатки | 1,0 X* | 0,49 X* |
| Затраты на новые шлифовальные машины | 1,0 X* | 0,3 X* |
* Точные цифры составляют коммерческую тайну. Важно то, что удельная стоимость шлифовки была снижена наполовину, а стоимость нового оборудования получилась на 70 процентов ниже.
Когда в начале 1996 года начал работать первый новый участок, названный по-японски Чаку-Чаку, что означает «грузи-грузи», завод в Норд Хэвене уверенно встал на путь сокращения затрат и повышения качества. Используя высокооплачиваемый труд опытных рабочих, «примитивные» машины, установленные в здании времен Второй мировой войны, завод уже не имел себе равных во всем мире.
После этого осталось сделать последний шаг. Эду Норзерну было известно, что использование бережливых технологий постепенно приведет к высвобождению еще большего числа ресурсов, в том числе людских. Хотя он и предлагал продолжать увольнения, не забывая при этом объяснять членам своих рабочих команд, позиции которых он не особо стремился защитить, что надо и дальше полностью отдавать себя работе на компанию, ему было нужно срочно искать новые и новые объемы работ, причем очень быстро. (Эд называл это «попытками продлить жизнь надежде».)
Одним из вариантов было начать делать самим то, чем раньше занимались поставщики, особенно если выполнение такой работы в Норд Хэвене позволяло сделать поток более гладким. (Следует учитывать, что процесс перевода работы от поставщиков к себе необратим. Нельзя забрать работу, а потом опять передать ее на субконтракт. К этому моменту нужных поставщиков может и не оказаться.) Вторым вариантом поиска новых объемов был ремонт лопаток турбин, которым планировалось заняться совместно с другими подразделениями Pratt, создав, таким образом, функцию капитального ремонта. Оба варианта планировалось опробовать в 1995 году.
Переходом на бережливые принципы в подразделении окончательной сборки с июля 1994 года занимался Боб Вайнер (Bob Weiner). Работая ранее в GE Aircraft Engines заместителем Эда Норзерна, у себя в подразделении Боб предпринял точно такие же шаги, что и Эд — в своем. Боб сразу сократил численность персонала до уровня, оптимального в долгосрочной перспективе, заменил менеджеров, которые не были способны действовать в новых условиях, занялся стандартизацией работы и решением проблем с качеством — и все для того, чтобы работа могла выполняться в непрерывном потоке.
По ходу изучения ситуации Вайнер и его команда пришли к выводу, что цель Сихиро Накао — делать двигатель за три дня, хотя и требовала серьезных вложений, но в принципе была достижима. Например, требовалось совместить сборочное подразделение и испытательные ячейки, находящиеся в другом здании {38} . Однако даже простая система модульной сборки, которую Накао называл «рыбья голова», при которой главные компоненты доставлялись полностью готовыми к сборке из продуктовых центров (представляющих «кости» рыбьего скелета), позволяла к середине 1996 года уменьшить время выполнения всего процесса с тридцати до десяти дней, одновременно существенно сократив трудозатраты. Целью всего этого было создание некоей «виртуальной направляющей», по которой двигатели могли беспрепятственно двигаться по заводу без переделок и возвратов назад. В новой системе модули двигателя и инструменты доставлялись в «одном флаконе», благодаря чему сборщики могли делать свою работу, а не блуждать в поисках то одного, то другого компонента. Диаграммы, изображающие ход работ по сборке, выводились на экран компьютера, находящегося прямо в зоне работы.
Осталось совсем немного: разобраться с низким качеством. К 1993 году Pratt уже устала разгребать многочисленные претензии заказчиков по поводу самого главного показателя качества двигателей: безотказной работы в воздухе. Несколько авиалиний всерьез пригрозили Pratt, что прекратят с ней всякое сотрудничество или даже подадут на нее в суд. Такой поворот событий вовсе неудивителен, если учесть, что коэффициент отказа двигателей в полете у Pratt был в семь раз выше, чем у конкурирующих с ней GE и Rolls.
С одной стороны, такое положение кажется совершенно невероятным. Еще в 1992 году отдел обеспечения качества насчитывал 2300 сотрудников, которые проверяли буквально все, что только можно проверить. Но, с другой стороны, было понятно, что популярное в 1980-е годы движение за качество привело совсем не туда, куда нужно. Отдел обеспечения качества превратился в сборище назойливых надсмотрщиков, «элиту» компании, которые для того, чтобы обеспечить выполнение целевых показателей и удостовериться, что никто не отступает от требований, совали свой нос буквально всюду. Неудивительно, из-за этого функция обеспечения качества приобрела негативный оттенок.
Читать дальшеИнтервал:
Закладка: