Виктор Маркин - Контроль качества изготовления и технология ремонта композитных конструкций

- Название:Контроль качества изготовления и технология ремонта композитных конструкций
- Автор:
- Жанр:
- Издательство:Array Литагент МЦ ЭОР
- Год:2015
- Город:Барнаул
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Виктор Маркин - Контроль качества изготовления и технология ремонта композитных конструкций краткое содержание
Представлены разработки технологических процессов, позволяющие контролировать качество не только изготовления конструкции, но и ее ремонта.
Книга рассчитана на специалистов в области конструирования и производства изделий из композитов, преподавателей, студентов и аспирантов технических вузов.
Контроль качества изготовления и технология ремонта композитных конструкций - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Для создания оптимальных условий контроля применяют три способа намагничивания: циркулярное, продольное (или полюсное) и комбинированное.
Циркулярное намагничивание осуществляется при пропускании тока по контролируемой детали или через проводник стержень, помещенный в отверстие детали. Наиболее эффективно циркулярное намагничивание деталей в форме тел вращения. При пропускании тока по деталям сложной формы выступы и другие неровности могут быть ненамагничены до требуемой степени. В этих местах необходимо измерять напряженность намагничивающего поля и специально следить, чтобы она достигла требуемых для контроля значений. При циркулярном намагничивании направление магнитного потока перпендикулярно направлению тока, поэтому оптимально обнаруживаются дефекты, направление которых совпадает с направлением тока. Одной из разновидностей циркулярного намагничивания является намагничивание путем индуцирования тока в контролируемой детали. Устройства для такого намагничивания представляют собой трансформатор, вторичной обмоткой которого (или частью сердечника) служит контролируемая деталь.
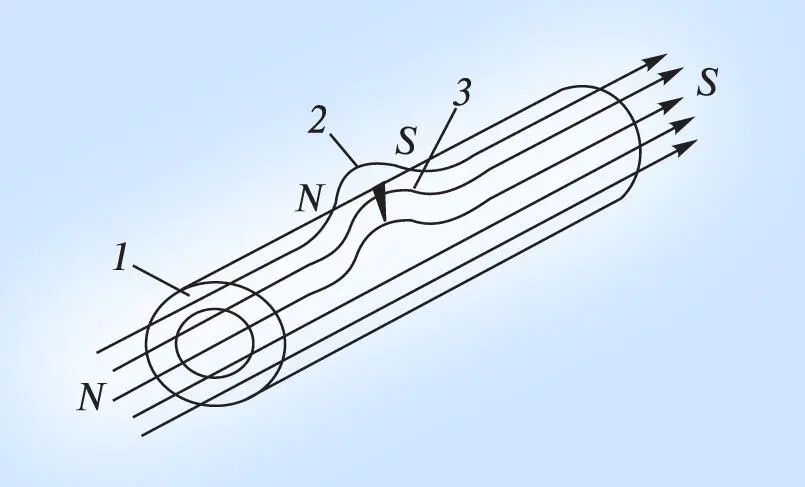
Рисунок 3.5 – Искажение силовых линий магнитного поля в детали с трещиной:
1 – намагниченная деталь; 2 – поле рассеяния; 3 – трещина
Продольное намагничивание происходит с помощью электромагнитов (постоянных магнитов) или соленоидов. При этом обычно деталь намагничивается вдоль своего наибольшего размера. На ее краях образуются полюсы, создающие поле обратного направления. К разновидности полюсного намагничивания относится поперечное намагничивание, когда деталь намагничивается в направлении меньшего размера.
Комбинированное намагничивание возникает при одновременном намагничивании детали двумя или несколькими изменяющимися магнитными полями. При этом можно применять любое сочетание видов тока. При комбинированном намагничивании необходимо, чтобы суммарный вектор намагниченности поворачивался относительно детали хотя бы на 90° (или вращался на 360°). Это достигается в результате применения совместно продольного и циркулярного намагничиваний и использования для них токов одного вида, различающихся по фазе (или времени включения, например, для импульсных токов), или токов разного вида с соответствующими моментами включения или изменения их величины и направления.
Существуют различные способы и схемы намагничивания деталей, использующие постоянные магниты, электромагниты, соленоиды, виды и сочетания токов, применяемые при неразрушающем контроле магнитными методами.
Наиболее широко используются методы обнаружения и регистрации полей рассеяния: магнитопорошковый, магнитографический и феррозондовый, последний в аэрокосмической промышленности распространения не получил.
Магнитопорошковый метод . Способствует обнаружению поверхностных и подповерхностных дефектов типа волосовин, трещин (закалочных, усталостных, шлифовочных, сварочных, литейных, штамповочных и т. п.), расслоений, флокенов, заковов, непроваров стыковых сварных соединений, надрывов и т. п. Подповерхностные дефекты на глубине примерно до 100 мкм могут быть обнаружены практически при такой же высокой чувствительности, что и поверхностные.
При большем расстоянии от поверхности до дефекта (2–3 мм) выявляются более грубые дефекты, чем при поверхностных нарушениях сплошности. Чувствительность метода высока, позволяет обнаруживать трещины с шириной раскрытия более 0,001 мм и глубиной более 0,01 мм.
Магнитографический метод . С его помощью обнаруживают как поверхностные дефекты (типа трещин, непроваров, шлаковых включений, цепочек и скоплений пор, подрезов, прижогов и т. п.) при примерно равной с магнитопорошковым методом чувствительности, так и глубинные при расстояниях от поверхности до 20–25 мм. Он более универсален и пригоден для контроля деталей практически любых форм и размеров, в то время как магнитографический наиболее пригоден для проверки деталей относительно простой формы (цилиндров, труб, листов, брусков и т. п.). При магнитопорошковом методе на диагностируемые участки детали наносят ферромагнитные частицы либо мокрым методом, либо сухим. В первом случае частицы находятся во взвешенном состоянии в воде, керосине или минеральном масле, во втором они взвешены в воздухе. При попадании на намагниченную деталь над дефектом вследствие неоднородности магнитного поля, наличия местных магнитных полюсов намагниченные частички притягиваются к месту наибольшей концентрации магнитных линий. Ширина валика скопившихся частиц больше фактической ширины дефекта, что позволяет рельефно выявить форму и протяженность дефекта.
Магнитопорошковый метод контроля осуществляется в такой последовательности: подготовка детали – намагничивание – нанесение ферромагнитного порошка – расшифровка результатов контроля – размагничивание. При подготовке деталей очищают поверхности, которые будут контактировать с намагничивающими приспособлениями, удаляют загрязнения. Лакокрасочные покрытия толщиной более 30 мкм значительно снижают чувствительность магнитопорошкового контроля, поэтому их необходимо смыть. Он может осуществляться в приложенном магнитном поле и по остаточной намагниченности.
В первом случае намагничивание, нанесение суспензии и контроль проводят одновременно, во втором все операции выполняются раздельно. При намагничивании необходимо учесть, что наилучшее выявление дефекта будет тогда, когда магнитные линии располагаются перпендикулярно направлению предполагаемого дефекта. В сомнительных случаях проводят намагничивание в разных направлениях. После намагничивания или одновременно с ним (при контроле в приложенном поле) наносят на поверхность контролируемой детали ферромагнитный порошок. В качестве порошков применяют различные размельченные частицы черного, буровато-красного и белого цвета. Черные порошки изготавливают из измельченного тетраксида железа ( Fe 3O 4 ) с размером частиц не более 30 мкм, буровато-красные – из размельченного гаммаокисида железа ( γ - Fe 2O 3 ), белые – из алюминиевой пудры (ПАК-3) и никелевого или железного порошка (марки А). В некоторых случаях применяются магнитно-люминесцентные порошки. Добавка в порошки люминофора в смеси с другими веществами позволяет наблюдать индикаторный рисунок в ультрафиолетовых лучах. Суспензии могут составляться на основе керосина, масла МК8, трансформаторного масла или воды. Концентрация порошка в суспензии может колебаться от 5 до 25 г/дм 3. Ее подбирают в зависимости от вида намагничивания, формы контролируемой детали и характера дефекта. Например, при контроле галтельного перехода головки болта к цилиндрической части достаточно обеспечить концентрацию порошка в суспензии 10–15 г/дм 3, при контроле ответственных деталей двигателя она должна быть в пределах 20–25 г/дм 3. Суспензия наносится с помощью обливания (из шланга или резиновых груш, бачков) или погружения в ванну, сухой порошок – распылением в специальных установках.
Читать дальшеИнтервал:
Закладка: