А.В.Флеров Ю.А.Шеманов - ТЕХНИКА ХУДОЖЕСТВЕННОЙ ЭМАЛИ, ЧЕКАНКИ И КОВКИ

- Название:ТЕХНИКА ХУДОЖЕСТВЕННОЙ ЭМАЛИ, ЧЕКАНКИ И КОВКИ
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:0101
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
А.В.Флеров Ю.А.Шеманов - ТЕХНИКА ХУДОЖЕСТВЕННОЙ ЭМАЛИ, ЧЕКАНКИ И КОВКИ краткое содержание
ТЕХНИКА ХУДОЖЕСТВЕННОЙ ЭМАЛИ, ЧЕКАНКИ И КОВКИ - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Перечислить все инструменты и приспособления, которые необходимы во время работы, невозможно, потому что мастер сам изготовляет инструмент в процессе работы над каким-то изделием. Тут и проявляются умение, знания, сноровка мастера экономно и быстро выполнить эту операцию.
Изготовление инструмента.Для закрепления навыков слесарной и кузнечной обработки полезно изготовить ряд слесарных и кузнечных инструментов, которые будут необходимы учащимся для их дальнейшей работы в мастерской.
Слесарное зубило куется вручную из прутковой стали У7 или У8. Заготовку диаметром 23 мм протягивают на полосу 16 X 25 мм. Длина заготовки должна быть 500 X 800 мм для ковки без клещей. Оттягивают на переднем краю наковальни рубящую часть и выглаживают гладилкой.
Затем отрубают от заготовки изготовленную часть длиной 160 мм. Скругляют ударяемую часть. После отделки зубило закаливают.
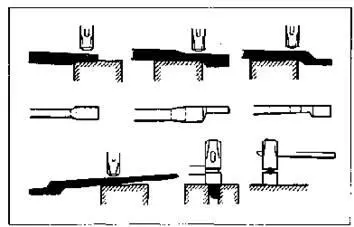
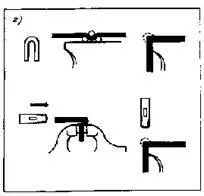
69. Последовательные операции изготовления клещей
Ручник(кузнечный молоток) изготовляется свободной ковкой с незначительным припуском на механическую обработку рабочей поверхности. Ручник куют из стали У7, У8 сечения 40X40 мм. Нагретую заготовку пробивают пробойником. В отверстие вставляют оправку и на оправке отверстие отделывают так, чтобы оно имело небольшой конус. Это позволяет надежно закрепить ручку в молотке с помощью деревянных и металлических клиньев. Обработанную часть отрубают от заготовки на длину хвоста молотка. На переднем краю наковальни вытягивают хвост. Поковку выглаживают и закаливают.
Клещи(горновые) изготовляют из прутка малоуглеродистой стали сечением 30 X 30 мм. При изготовлении больших клещей работа производится с помощью молотобойца (рис. 69). Сначала куют губки клещей, расплющивая пруток на необходимую толщину. Повернув заготовку на 90°, расплющивают соседний участок прутка под будущий шарнир. Затем вытягивают конец для ручки. Все эти операции следует делать с одного нагрева. При необходимости ручки удлиняют, наварив пруток из малоуглеродистой стали. Затем изготовляют заклепку, пробивают отверстие и соединяют детали клещей.
§ 4. ТЕХНОЛОГИЯ КОВКИ
Технологическая обработка металла ковкой включает в себя разнообразие приемов, методов, которые продиктованы характером материала и теми задачами, стоящими перед художником-кузнецом. В процессе ковки мастер применяет разнообразные приемы, используя разные инструменты, чередуя их в различных комбинациях и последовательности.
В основном все приемы можно свести к следующим основным операциям: осадка, вытяжка, рубка, разрубка, пробивка отверстий, гибка, закручивание, насекание рисунка, набивка рельефа.
Осадка.Это операция, которая применяется для увеличения поперечного сечения какой-то части заготовки за счет ее длины (высоты).
Осадка может быть полной и местной. При полной осадке деформируется весь металл. При местной осадке деформируется только часть металла. Соответственно этому и делается нагрев — полный или местный.
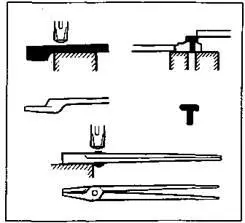
70. Приемы осадки: а — осадка в тисках; 6 — осадка на наковальне; в — осадка конца для образования головок; г — образование запаса металла для гибки под углом
Осадка применяется в следующих случаях.
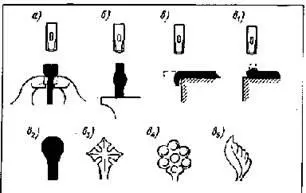
1. Для получения отдельных утолщений на поковке (осадкой концов или середины) при ковке декоративных элементов, имеющих переменное сечение. Например, расти-
тельные орнаментальные мотивы (утолщенные узлы на стебле, плоды, ягоды и т. д.). После осадки поковка дополнительно обрабатывается обжимками, подбойками.
2. Как предварительная операция перед загибанием под углом для восполнения недостающего металла для образования угла.При осадке поковку нагревают, ставят вертикально на наковальню и бьют ручником или кувалдой по верхнему концу. Длина поковки не должна превосходить диаметр больше чем в 2 — 2,5 раза, иначе произойдет изгибание. Если длина заготовки не позволяет наносить удары молотком, то осадка производится ударами самого предмета о наковальню. При осадке важно соблюдать следующие условия: концы заготовки должны быть срублены под углом 90°, заготовка должна быть прямой.
Если требуется осадить заготовку на малом участке с большой разницей в сечении, нагретую заготовку опускают в холодную воду, исключая участок, подлежащий осадке. Эта операция должна производиться быстро, заготовку нельзя передерживать в воде, необходимо следить за нагретым концом. Такой прием применяется при изготовлении головок болтов или больших строительных гвоздей.
Некоторые кузнецы осадку концов заготовки производят так: нагретый конец загибают под углом 90° и, перевернув, ударяют по загнутому торцу металла. Трудность этого приема заключается в том, чтобы при осадке не сделать складку загнутого конца. Хорошо этот прием использовать при горновой сварке. Осадку концов заготовок можно производить в тисках: нагретую заготовку закрепляют в тиски так, чтобы над губками возвышалась та часть металла, которую требуется осадить. Высота осаживаемой части должна быть в 2,5 раза больше сечения заготовки. Эту операцию необходимо производить быстро, потому что при зажатии в тиски нагретый металл быстро остывает от соприкосновения с губками. Быстро закрепив заготовку, ручником осаживают.
При осаживании концов заготовок большого сечения обычно бывает, что сила губок тисков недостаточна и при ударе заготовка скользит в тисках. В этом случае, если позволяет заготовка, в ней делаются плечики.
При работе с поковками большой длины бывают случаи, когда надо производить осадку в середине заготовки. Все перечисленные приемы в этом случае неприемлемы (в частности, нельзя производить осадку ударами самого предмета о наковальню). В этом случае в зоне осадки заготовку выгибают в форме буквы Z и сверху по изгибу ударяют ручником; после осадки заготовку выправляют.
Кроме перечисленных приемов существуют и другие с использованием приспособлений. Некоторые приемы осадок изображены на рис. 70.
Вытяжка. Эта операция применяется для увеличения длины заготовки за счет уменьшения ее поперечного сечения. Нагретую заготовку кладут на наковальню и ударами молота вытягивают. Боек молотка имеет поверхность не гладкую, а выпуклую, и, когда происходит удар, металл как бы выдавливается во все стороны и по длине, и по ширине заготовки.
Читать дальшеИнтервал:
Закладка:
Похожие книги на "ТЕХНИКА ХУДОЖЕСТВЕННОЙ ЭМАЛИ, ЧЕКАНКИ И КОВКИ", А.В.Флеров Ю.А.Шеманов
![Журнал Наука и Техника (НиТ) - «Наука и Техника» [журнал для перспективной молодежи], 2007 № 10 (17)](/books/1060090/zhurnal-nauka-i-tehnika-nit-nauka-i-tehnika.webp)
![Журнал Наука и Техника (НиТ) - «Наука и Техника» [журнал для перспективной молодежи], 2007 № 05 (12)](/books/1061247/zhurnal-nauka-i-tehnika-nit-nauka-i-tehnika.webp)
![Журнал Наука и Техника (НиТ) - «Наука и Техника» [журнал для перспективной молодежи], 2007 № 04 (11)](/books/1061248/zhurnal-nauka-i-tehnika-nit-nauka-i-tehnika.webp)
![Журнал Наука и Техника (НиТ) - «Наука и Техника» [журнал для перспективной молодежи], 2007 № 03 (10)](/books/1061249/zhurnal-nauka-i-tehnika-nit-nauka-i-tehnika.webp)
![Журнал Наука и Техника (НиТ) - «Наука и Техника» [журнал для перспективной молодежи], 2006 № 07 (7)](/books/1061281/zhurnal-nauka-i-tehnika-nit-nauka-i-tehnika.webp)
![Журнал Наука и Техника (НиТ) - «Наука и Техника» [журнал для перспективной молодежи], 2006 № 03 (3)](/books/1061285/zhurnal-nauka-i-tehnika-nit-nauka-i-tehnika.webp)
![Журнал Наука и Техника (НиТ) - «Наука и Техника» [журнал для перспективной молодежи], 2006 № 01 (1)](/books/1061287/zhurnal-nauka-i-tehnika-nit-nauka-i-tehnika.webp)