А.В.Флеров Ю.А.Шеманов - ТЕХНИКА ХУДОЖЕСТВЕННОЙ ЭМАЛИ, ЧЕКАНКИ И КОВКИ

- Название:ТЕХНИКА ХУДОЖЕСТВЕННОЙ ЭМАЛИ, ЧЕКАНКИ И КОВКИ
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:0101
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
А.В.Флеров Ю.А.Шеманов - ТЕХНИКА ХУДОЖЕСТВЕННОЙ ЭМАЛИ, ЧЕКАНКИ И КОВКИ краткое содержание
ТЕХНИКА ХУДОЖЕСТВЕННОЙ ЭМАЛИ, ЧЕКАНКИ И КОВКИ - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Необходимо учитывать также тепловой коэффициент линейного расширения металла в процессе его нагрева и последующего охлаждения, так как от этого зависит прочность сцепления эмали с металлом. При этом желательно поверхность основы делать шероховатой, так как при этом повышается прочность сцепления металла с эмалями.
Коэффициент линейного расширения эмали должен соответствовать коэффициенту линейного расширения металла или сплава, на который накладывается эмаль, в противном случае при остывании эмаль будет отслаиваться от изделия, несмотря на тщательность соблюдения технологического процесса.
В ювелирных изделиях металл, который выбран как основа под эмаль, иногда во многом определяет художественные достоинства изделия. Особенно это. относится к изделиям, в которых применяются прозрачные (просвечивающие) эмали. В этом случае блеск основного металла (а также и цвет) через тонкий слой прозрачной эмали придает ей особую силу и яркость цвета. Например, золото (как чистое, так и высокопробное) является особенно хорошей основой. Оно мало деформируется при нагревании и придает эмали яркость и блеск (рис. 5). Серебро, наоборот, деформируется, поэтому хуже удерживает эмаль. Медь служит прекрасной основой для эмали, так как имеет высокую температуру плавления. Однако прозрачные эмали, которые светятся на золоте или серебре очень ярко, на меди выглядят темными и грязными. На томпаке эмаль держится и просвечивает удовлетворительно. Бронза считается плохим материалом для эмалирования. Она окисляется и пригодна только для глухих эмалей. Кроме того, сцепление эмали с бронзой непрочное и эмаль легко осыпается. Однако в прошлом бронзовое литье нередко расцвечивалось глухой синей и белой эмалью. Алюминий — новый материал для эмалирования. Обычные эмали с температурой плавления, близкой к 800°С, для него непригодны, так как алюминий уже при 660°С плавится.
Инструменты и приспособления
Для выполнения эмальерных работ необходимы инструменты и оборудование.
Весыс набором разновесов для отвешивания различных веществ при составлении шихты (для плавки эмалей). Точность весов должна быть до ОД г.
Тиглиграфитовые или керамические для плавки эмалевой массы, небольшой емкости (до 30 — 50 см3).
Крючок(из стальной проволоки) для взятия проб в процессе варки эмали.
Тигельные щипцыдля захвата и вынимания горячего тигля из печи.
Муфельная электрическая печьс закрытой обмоткой, с температурой нагрева 900 — 1000°С. для плавки и обжига эмалей. Такие печи выпускаются Ленинградским заводом «Электродело». Печь должна быть с комплектом термопар и милливольтметром.
Молотокс широким бойком для дробления эмали на куски.
Ступка с пестомдля растирания эмали из твердых материалов — яшмы, агата или фарфора.
Баночки с крышками(фарфоровые или стеклянные) для хранения готовой растертой эмали.
Бетрагштихель — специальныйинструмент с ложкообразными концами для накладывания эмали. Его легко сделать самому из стальной или латунной проволоки диаметром 3-4 мм, расплющив и опилив концы.
Игластальная (вставленная в деревянную рукоятку) для очистки эмалевой массы от посторонних частиц, исправления брака, снятия пылинок и лишней краски при живописи по эмали.
Подставкиразличной формы для укладки изделий в муфеле в процессе обжига (рис. 6).
Плоскогубцыдля захвата горячих изделий при выгрузке их из муфеля после обжига.
Плита(стальная или чугунная) для правки горячих эмалированных пластинок.
Наждачный брусокдля опиливания и шлифования поверхности эмали.
Корнцанги(специальный пинцет) для изгибания проволоки при установке перегородок.
Матовое стеклодля растирания красок.
Курант из стекла(лучше грибовидной формы) для растирания красок.
Кистиколонковые, малых номеров (№ 1, 2, 3).
Шпателистальные, роговые или пластмассовые.
Стеклянный колпакдля защиты необожженных изделий от пыли перед обжигом.
Набор пробирокв штативе для сухих красок.
Штылик— деревянная палочка (из твердого дерева) с заостренным концом для стирания ошибок рисунка.
Стаканс набором блюдец для скипидара и скипидарного масла.
Щетки(стеклянные и щетинные) для промывки эмалированных изделий.
Ножницыдля резки металла.
Мелкое сито(лучше шелковое) для просеивания компонентов эмалевой шихты.
Крацовочные(латунные) щетки.
Полотенце(лучше льняное).
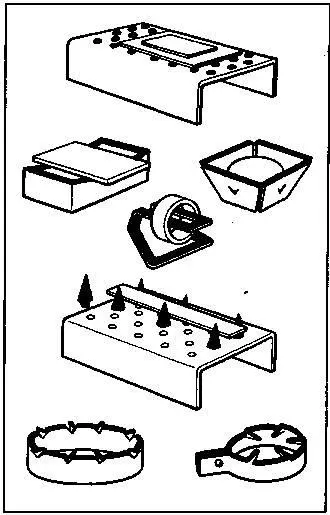
6. Подставки для обжига эмали
§ 3. ТЕХНОЛОГИЯ ЭМАЛИРОВАНИЯ
Весь процесс эмалирования можно разделить на четыре этапа:
1. Подготовка изделия под эмаль. 2. Наложение эмали. 3. Обжиг эмали. 4. Отделка изделия.
Подготовка изделия под эмаль
Металл очищают от различных загрязнении, оксидных пленок и т. п. Это делают путем механической очистки на крацовочных щетках (латунных или капроновых) с последующим обезжириванием и травлением в азотной кислоте или отбеливанием в слабом растворе серной кислоты. При эмалировании медных или томпаковых изделий очищенную заготовку подвергают нагреву в печи до тех пор, пока на поверхности металла не появится тончайшая пленка оксида (от соприкосновения горячего металла с кислородом воздуха). Эта пленка очень прочно соединена с металлом и способствует прочному соединению эмали с металлом. Обработанное таким образом изделие вынимают из печи, дают остыть, после чего приступают к наложению эмали. При эмалировании изделий из драгоценных металлов необходимо производить предварительное «облагораживание», т. е. повышение процентного содержания драгоценного металла в поверхностном слое. Это достигается повторным отжигом с последующим травлением и крацеванием.
В табл. 7 приведено число необходимых отжигов с последующим травлением для изделий из золота и серебра различных проб. Следует иметь в виду, что большое содержание меди в поверхностном слое серебряных изделий затрудняет применение красной эмали «золотой рубин» — она чернеет. Низкопробные золотые и серебряные сплавы для эмалирования непригодны.
Рабочее место эмальера должно содержаться в абсолютной чистоте. В цехе, где производятся полировка и шлифовка, нельзя вести работы с эмалями. У рабочего места должен быть водопровод. Перед эмалировщиком всегда должно лежать чистое полотенце, на которое укладывают подготовленное к работе изделие.
Читать дальшеИнтервал:
Закладка:
Похожие книги на "ТЕХНИКА ХУДОЖЕСТВЕННОЙ ЭМАЛИ, ЧЕКАНКИ И КОВКИ", А.В.Флеров Ю.А.Шеманов
![Журнал Наука и Техника (НиТ) - «Наука и Техника» [журнал для перспективной молодежи], 2007 № 10 (17)](/books/1060090/zhurnal-nauka-i-tehnika-nit-nauka-i-tehnika.webp)
![Журнал Наука и Техника (НиТ) - «Наука и Техника» [журнал для перспективной молодежи], 2007 № 05 (12)](/books/1061247/zhurnal-nauka-i-tehnika-nit-nauka-i-tehnika.webp)
![Журнал Наука и Техника (НиТ) - «Наука и Техника» [журнал для перспективной молодежи], 2007 № 04 (11)](/books/1061248/zhurnal-nauka-i-tehnika-nit-nauka-i-tehnika.webp)
![Журнал Наука и Техника (НиТ) - «Наука и Техника» [журнал для перспективной молодежи], 2007 № 03 (10)](/books/1061249/zhurnal-nauka-i-tehnika-nit-nauka-i-tehnika.webp)
![Журнал Наука и Техника (НиТ) - «Наука и Техника» [журнал для перспективной молодежи], 2006 № 07 (7)](/books/1061281/zhurnal-nauka-i-tehnika-nit-nauka-i-tehnika.webp)
![Журнал Наука и Техника (НиТ) - «Наука и Техника» [журнал для перспективной молодежи], 2006 № 03 (3)](/books/1061285/zhurnal-nauka-i-tehnika-nit-nauka-i-tehnika.webp)
![Журнал Наука и Техника (НиТ) - «Наука и Техника» [журнал для перспективной молодежи], 2006 № 01 (1)](/books/1061287/zhurnal-nauka-i-tehnika-nit-nauka-i-tehnika.webp)