Майк Ротер - Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности

- Название:Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности
- Автор:
- Жанр:
- Издательство:Array Литагент «Альпина»
- Год:2015
- Город:Москва
- ISBN:978-5-9614-3074-5
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Майк Ротер - Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности краткое содержание
Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Например, вы поставляете внешнему поставщику детали для нанесения покрытий один раз в день. Поставщик может обработать только 50 изделий в день, поэтому вы устанавливаете очередь ФИФО размером не более 50 изделий для нанесения покрытий. Каждый раз при заполнении очереди процесс выше по потоку прекращает обработку изделий (нанесение покрытий). Таким образом, очередь ФИФО защищает процесс поставщика от перепроизводства, даже несмотря на то что процесс поставщика не связан с процессом нанесения покрытий через непрерывный поток или супермаркет. Когда в очереди ФИФО не окажется места, никакая карточка канбан не сможет попасть к процессу выше по потоку. (Обратите внимание, что некоторые люди называют подход ФИФО словом CONWIP – «против запасов».)
• Иногда вы можете вводить между двумя процессами последовательное вытягивание вместо полного супермаркета. Последовательное вытягивание означает, что процесс поставщика производит заранее определенное количество (партию) непосредственно по заказу процесса потребителя. Это удобно, если время выполнения заказа в процессе поставщика достаточно короткое для такой поставляемой на заказ продукции и если процесс потребителя строго выполняет правила размещения заказа. Последовательное вытягивание иногда называют системой мячика для гольфа, потому что для передачи инструкций по производству в них часто используют цветные мячики или диски (которые прекрасно катятся вниз по желобу к процессу поставщика).

Правило № 4: старайтесь информировать о графике потребления только один производственный процесс
При использовании вытягивающих систем супермаркета для координации работы всего потока создания ценности обычно планирование нужно только в одном месте. Это место называется задающим ритм процессом, потому что то, как вы управляете работой этого процесса, определяет темп работы всей системы процессов выше по потоку. Например, вариации объема производства в задающем ритм процессе влияют на требования по загрузке процессов выше по потоку. Выбор правильной точки для планирования определяет, какие элементы вашего потока создания ценности станут частью времени цикла от заказа потребителя до выпуска готовых товаров.
Обратите внимание, что перемещение материалов от задающего ритм процесса вниз по потоку до готовых товаров должно выполняться в виде потока (ниже по «течению» потока от задающего ритм процесса не должно быть ни супермаркетов, ни вытягивающих систем). Поэтому задающий ритм процесс чаще всего наиболее непрерывный процесс во всем потоке создания ценности «от двери до двери». На карте будущего состояния задающий ритм процесс – это производственный процесс, управляемый заказами внешних потребителей.
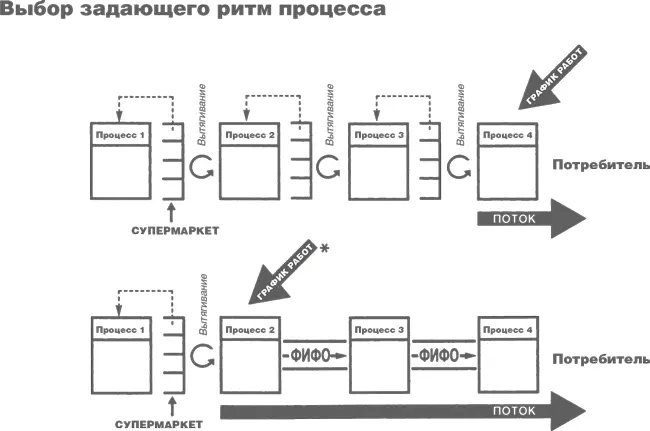
Для производства товаров на заказ и ремонтных мастерских данная точка планирования часто должна располагаться намного выше по потоку – как на данном рисунке.
Правило № 5: распределяйте производство различных продуктов равномерно по всему времени работы задающего ритм процесса. Выравнивайте производство разных продуктов
В большинстве сборочных отделов, вероятно, полагают, что легче планировать «длинные» партии одного типа продукта и избегать переналадок, но это приводит к серьезным проблемам для остальных процессов потока создания ценности.
Группирование подобных продуктов и их одновременное изготовление усложняет обслуживание потребителей, запросы которых отличаются от производимых в настоящее время партий продукции. Для этого вам нужно создавать больше запасов готовых товаров в надежде, что у вас будет в наличии то, что пожелает потребитель, или закладывать на выполнение заказа больше времени, чтобы успеть его выполнить.
Сборка партиями означает, что поставляемые комплектующие также будут потребляться партиями, что приведет к раздуванию объема запасов в супермаркетах выше по всему потоку создания ценности. И поскольку по мере того, как вы двигаетесь вверх по потоку, вариабельность процесса конечной сборки будет все сильнее сказываться на вариабельности всех процессов выше по потоку, запасы на этих процессах будут также расти по мере дальнейшего продвижения вверх по потоку.
Выравнивание производства номенклатуры товаров означает равномерное распределение производства различных продуктов по всему временному интервалу. Например, вместо сборки всех продуктов типа А утром и всех продуктов типа В во второй половине дня выравнивание означает чередование производства небольших партий А и В.
Чем сильнее вы выравниваете производство различных продуктов в задающем ритм процессе, тем больше ваши возможности выполнить различные запросы потребителя за короткое время цикла заказа, хотя запасы готовых товаров удается поддерживать небольшими. Это также позволяет вам иметь супермаркеты меньшего размера выше по потоку. Однако надо учитывать, что выравнивание производства разных товаров требует некоторых усилий, таких как более частая переналадка оборудования и попытки всегда держать все виды компонентов на линии (чтобы не тратить время на переналадку оборудования). Плюсом будет устранение массы потерь в потоке создания ценности.
Этот символ для выравнивания помещается на стрелке информационного потока.
Правило № 6: создайте начальное вытягивание путем производства и вытягивания небольших партий, постепенно загружая работой задающий ритм процесс. Выравнивайте объем производства
Цеховые процессы слишком многих компаний выпускают большие партии продукции, что приводит к появлению нескольких проблем, включая:
• отсутствие понимания времени такта (нет представления о такте) и отсутствие вытягивания, на которое должен реагировать поток создания ценности;
• неравномерное распределение по времени обычно выполняемого объема работ, появление пиков и спадов, что приводит к повышенной загрузке машин, людей и супермаркетов;
• трудности при проведении мониторинга ситуации (непонятно, отстаем мы или ушли вперед?);
• при большом числе заказов, переданных в цех, каждый процесс в потоке создания ценности может пропускать выполнение отдельных заказов. Это увеличивает время выполнения заказа и приводит к потребности в ускорении;
Читать дальшеИнтервал:
Закладка: