Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota

- Название:Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
- Автор:
- Жанр:
- Издательство:Array Литагент «Альпина»
- Год:2011
- Город:Москва
- ISBN:978-5-9614-2677-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota краткое содержание
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Точки управления
В связанном потоке создания ценности существуют особые точки управления, которые воздействуют на другие процессы в потоке. Поскольку отдельные операции в потоке создания ценности связаны, изменения в одном месте (точке управления) требуют изменения всех процессов, снабжающих эту точку. Так как точка управления служит важнейшей операцией в потоке создания ценности, надо строго следить за ней для обеспечения стабильной работы потока создания ценности, а управление этой точкой поможет вам понять, как извлечь из всего потока создания ценности максимум возможного.
Одна из основных точек управления – выровненный график. Он представляет собой основу для времени такта. Работа задающего ритм процесса основана на времени такта, поэтому заданный ритм передается на все остальные операции. Зная точку управления, менеджеры могут эффективно выявлять неполадки в работе и заниматься непрерывным совершенствованием.
Если процесс, задающий ритм, стабильно производит заданный объем продукции и обеспечивает производство заданной ассортиментной структуры в нужной последовательности в соответствии с выровненным графиком, поток создания ценности удовлетворяет требования потребителя (следующий этап – это сокращение затрат). Однако если процесс, задающий ритм, не отвечает требованиям выровненного графика, этот процесс будет первым участком, где следует постоять в кругу. Этот удобный наблюдательный пункт даст возможность оценить, обеспечено ли надлежащее снабжение процесса, задающего ритм. Если нет, продвигайтесь к началу потока, чтобы выявить слабое звено. Если да, проверьте, не препятствует ли работе процесса, задающего ритм, одна из следующих за ним операций. (Правила запрещают перепроизводство, а значит, если процесс, задающий ритм, блокируется идущим за ним процессом, это будет заметно сразу.) Визуализация связи между процессами позволяет быстро выявить помехи в потоке, облегчая управление потоком создания ценности.
Точка управления для запасов
Такой точкой управления является канбан. Сокращение числа карточек [11]канбан ведет к сокращению общего объема запасов в системе. Такое сокращение следует проводить систематически, как по мере совершенствования процесса, так и для того, чтобы стимулировать потребность в совершенствовании. Количество запасов, необходимое для поддержания процесса, может использоваться как мерило совершенствования. Устойчивое снижение уровня запасов – показатель отлаженного процесса.
Сокращение запасов – это мерило успеха, но не самоцель
При освоении бережливого производства многие считают сокращение запасов первоочередной задачей. Есть множество способов достижения этой цели, включая разного рода хитрости. Однако лучше поставить задачу создать связанный поток и использовать объем запасов как критерий успеха. Для управления запасами используется канбан, регулируя число карточек канбан, несложно оценить эффективность процесса. Управление запасами с помощью канбан стандартизировано, и возможность недобросовестной манипуляции запасами снижается.
Канбан может влиять и на оборачиваемость запасов. Если количество изделий на одну карточку канбан снижается (например, уменьшается объем контейнера), канбан будет проходить свой «цикл» чаще, ускоряя перемещение запасов в процессе. Кроме того, снижение количества запасов на единицу канбан ведет к повышению уровня гибкости при пополнении запасов и снижает размеры рабочей зоны и объем потерь. Как ни странно, предпочтительно иметь «в системе» больше единиц канбан. Например, если общий уровень запасов составляет 2000 штук, лучше иметь 20 канбан – по одному на 100 изделий, чем 2 канбан – по одному на 1000 изделий. Очень трудно чувствовать спрос, если в системе только две карточки канбан, и каждый раз, когда карточка возвращается, приходится немедленно поставлять следующую партию изделий.
Выровненный график определяет порядок пополнения
Хейдзунка не только выравнивает все процессы, но и определяет продолжительность питча. Поскольку в течение заданного питча материалы расходуются со стандартной скоростью, можно определить характеристики процесса пополнения запаса материалов. Пополнение запаса материалов подчиняется основной работе, добавляющей ценность, а значит, не следует заниматься определением «траектории» или методов подачи материалов до базовой стандартизации основного процесса.
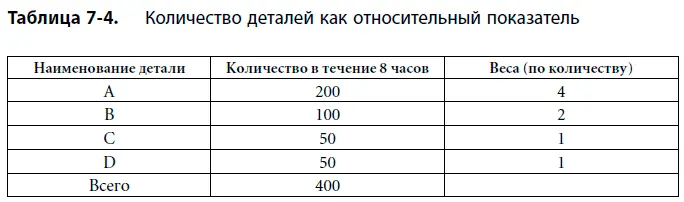
Приведенный далее пример показывает, как выровненный график определяет процедуру пополнения материальных запасов. Это позволяет стандартизировать работу рабочих, в том числе траекторию их перемещения в течение питча или серии питчей. Общее количество материала стандартизируется, а количество материала в контейнере может регулироваться в зависимости от длительности питча. Для иллюстративных целей мы предполагаем, что в рассматриваемом процессе обеспечен высокий уровень хейдзунка, все изделия изготавливаются в строго определенной последовательности, а общая продолжительность рабочего времени составляет восемь часов. Спрос составляет 400 изделий, а весовые показатели количества каждого вида изделий показаны в таблице 7–4.
Установите питч исходя из имеющихся условий
Если у вас уже есть определенный опыт освоения бережливого производства, скорее всего, вы не станете устанавливать питч продолжительностью в один час. Мы рекомендуем продвигаться вперед, сокращая питч каждый раз наполовину. Если сейчас вы перемещаете материал ежедневно (или питч не определен), начните с питча продолжительностью в одну смену. Когда воспроизводимость процесса улучшится, сократите питч вдвое.
С учетом требуемого количества и весовых показателей количества повторяющаяся структура хейдзунка (которая позволяет свести к минимуму размер партии) такова: ABACABAD – ABACABAD – ABACABAD.
Чтобы определить питч для регулярной работы согласно данной модели, разделим 8 часов на объем спроса (400 изделий) и умножим на количество изделий в модели выравнивания (питч):
Тогда:
Предположим, мы хотим, чтобы рабочий занимался подачей материала ежечасно (питч пополнения запаса материала). В таблице 7–5 показаны расчеты количества контейнеров, которое понадобится перемещать, если цикл пополнения запасов будет составлять один час.
Читать дальшеИнтервал:
Закладка:









