Александр Навроцкий - Ковка

- Название:Ковка
- Автор:
- Жанр:
- Издательство:Array Литагент «АСТ»
- Год:2014
- Город:М.
- ISBN:978-5-17-081801-3
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Александр Навроцкий - Ковка краткое содержание
Книга предназначена для студентов, обучающихся по специальности «Технология художественной обработки материалов», и тех, кто желает порадовать себя и своих близких красивыми изделиями из металла, изготовленными самостоятельно.
Ковка - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
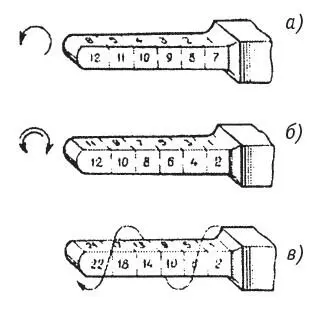
1.1.54 – Схема протяжки.
Гибка на молоте осуществляется следующим образом: нагретую заготовку зажимают между бойками молота и ударами кувалды гнут ее (рис. 1.1.55 а ). Для гибки скоб используют подкладной штамп и оправку соответствующего радиуса (рис. 1.1.55 б ).
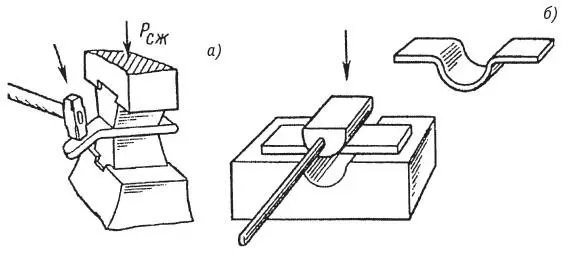
Рис. 1.1.55 Гибка заготовки.
Осадка производится на молотах с помощью плоских бойков, а высадку невысоких заготовок – с помощью подкладного кольца (рис. 1.1.56 а ). Удаление поковки (п. 1 ) из кольца (п. 3 ) производится при помощи надставки (п. 2 ) и подкладки (п. 4 ), (рис. 1.1.56 б ). Высадку головки на длинном стержне производят следующим образом: конец заготовки (п. 6 ) (рис. 1.1.56 в ) нагревают, после чего стержень зажимают бойками молота (п. 8 ) и тяжелым подвешенным на цепях (п. 10 ) инструментом (п. 9 ) (соколом или балдой) ударяют по нагретому концу и деформируют головку.
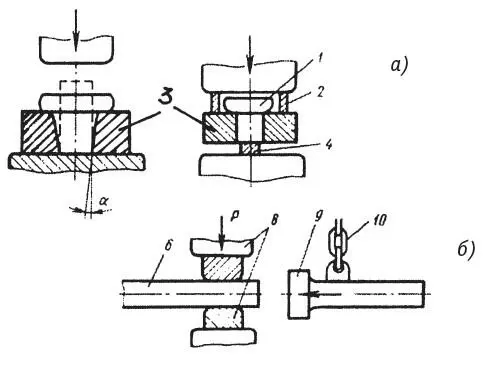
Рис. 1.1.56 Высадка заготовки
Пробивку отверстия в плоской заготовке (п. 2 ) (рис. 1.1.57 а ) осуществляют на подкладном кольце (п. 3 ) с подставкой (п. 4 ) с помощью прошивня (п. 1 ), который внедряется в заготовку до образования отверстия и отделения «выдры» (п. 5 ). Изготовление отверстий в более толстых заготовках (рис. 1.1.57 б) осуществляют при помощи конического прошивня, который устанавливают на нагретую заготовку и с помощью молота внедряют его на 2/3 ее высоты. После этого заготовку переворачивают (рис. 1.1.57 в ) на потемневшее место устанавливают прошивень и ударами верхнего бойка пробивают отверстие и выбивают «выдру».
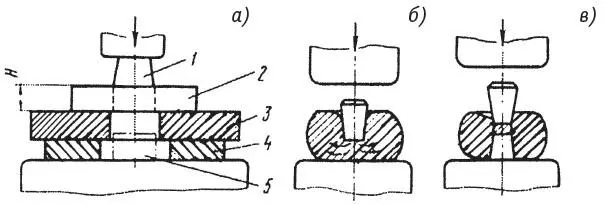
Рис. 1.1.57 Пробивка заготовок
Пневматические молоты используют кузнецы в основном для предварительных операций, таких как протяжка, разгонка, осадка и др. А вот киевские кузнецы-художники О. Стасюк, В. Демин и А. Миловзоров отковали на молоте оригинальную решетку для Дома художников в Киеве (фото 1.1.23–1.1.26).
Еще одно уникальное изделие – пятитонную розу (фото 1.1.27) изготовили ульяновские кузнецы фирмы «Корч» под руководством Александра Романова и Ивана Монастырского на гидравлическом прессе усилием 1250 т Ульяновского завода тяжелых станков. Технология художественной ковки таких крупногабаритных изделий (высотой более 3,5 м) не имеет аналогов в мире. Эта роза была подарена Санкт-Петербургу на 300-летие города.
На фото 1.1.28 директор ульяновской фирмы, президент Союза кузнецов России Алекандр Романов делится своими планами с Генеральным директором «Металлургиздат» Ольгой Николаевной Новоселовой.
Ульяновские кузнецы изготовили и очень оригинальный столик-подставку (фото 1.1.29), столешницами которого являются распиленные вдоль и отполированные древние раковины.
Параллельно с развитием молотов шло развитие винтовых прессов, которые первоначально применялись в сельском хозяйстве для выжимания сока из фруктов и масла из семян, позднее использовались для чеканки монет, а с XVIII в. – для изготовления массовых деталей на оружейных и машиностроительных заводах.
Винтовые прессы с ручным приводом применяются для чеканки, обрезки заусенцев, запрессовки деталей и пробивания фасонных отверстий в листовых заготовках. На рис. 1.1.58 показан ручной винтовой пресс для пробивания фасонных отверстий (отдушек) на самоварных поддонах и конфорках. Пресс своим основанием (п. 1 ) (хвостом) надежно крепится к верстаку. При вращении маховика (п. 2 ) с жестко связанным винтом (п. 3 ) начинается перемещение вниз ползуна (п. 4 ) с инструментом – пуансоном (п. 5 ). На нижнюю матрицу надевается конфорка, в которой и пробиваются фасонные отверстия.
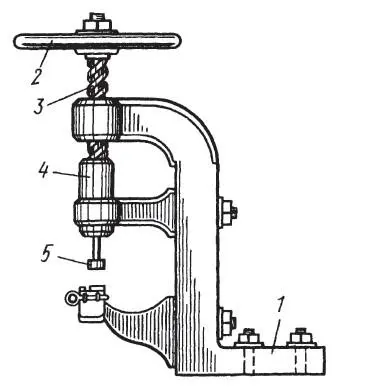
Рис. 1.1.58. Винтовой пресс.
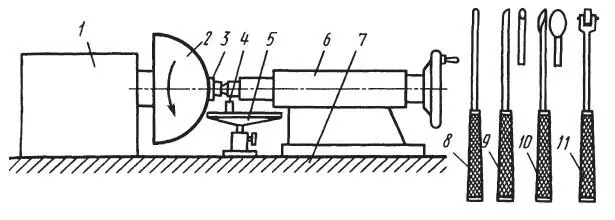
Рис. 1.1.59–60. Давильный станок.
Для давильных работ применяют давильный станок (рис. 1.1.59), но можно использовать и токарный станок. На шпиндель (п. 1 ) закрепляют деревянную колодку – оправку (п. 2 ) с профилем, необходимым для выдавливания изделия, и заготовку – кружок из латуни. Оправка обычно изготовляется из дерева, а при выполнении сложных работ, связанных с большими усилиями, – из металла. Круглая металлическая заготовка из листовой меди, латуни, алюминия, низкоуглеродистых сортов стали прижимается к оправке специальным деревянным прижимом (п. 3 ) при помощи задней бабки станка (п. 6 ), установленной на станине (п. 7 ). Для выдавливания изделия применяют специальный инструмент – давильники (рис. 1.1.60 б , п. 8–11 ). Они в основном изготовляются из стали, но могут быть из латуни, бронзы и даже твердых пород дерева. Длина рукоятки давильника должна быть свыше 40 см, а рабочий конец может иметь шарообразную или скругленную форму или вращающийся ролик. Давильники при работе опираются на специальные штифты (п. 4 ), которые устанавливаются на упоре (п. 5 ). Высота упора чуть ниже оси вращения заготовки. Давильник необходимо держать так, чтобы его рукоятка была направлена к подмышке. Перед работой заготовку и инструмент протирают салом или воском. Выдавливание начинают от центра к краям. Если в процессе выдавливания на заготовке начинают образовываться складки, то ее необходимо отжечь, а затем продолжать процесс выдавливания. После окончания выдавливания края заготовки следует подрезать резцом, поверхность обработать гладильным давильником (п. 9, 10 ) а затем шлифовать и полировать.
Техника безопасности
Все кузнечное оборудование относится к оборудованию повышенной опасности, поэтому при работе необходимо уделять большое внимание качеству ручного и съемного инструмента и средствам индивидуальной защиты.
Перед началом работы следует проверить исправность молота, а также наковальни, нагревательных устройств и воздуховодов и устранить замеченные недостатки. Наковальня должна быть надежно прикреплена к стулу и стоять устойчиво. Расстояние между наковальней и горном должно быть не менее 1,5 м, между рядом расположенными наковальнями – не менее 4 м и от наковальни до прохода – не менее 2 м. При проверке наковальни «на удар» звук должен быть чистым, звонким, без дребезжания, что свидетельствует об отсутствии трещин.
Читать дальшеИнтервал:
Закладка: