Валентин Волков - Как взрастить яблоню-аристократку. Рожденные водной стихией: жемчуг...(Сделай сам №2•2001)

- Название:Как взрастить яблоню-аристократку. Рожденные водной стихией: жемчуг...(Сделай сам №2•2001)
- Автор:
- Жанр:
- Издательство:Знание
- Год:2001
- Город:Москва
- ISBN:5-07-002877-4
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Валентин Волков - Как взрастить яблоню-аристократку. Рожденные водной стихией: жемчуг...(Сделай сам №2•2001) краткое содержание
Как взрастить яблоню-аристократку. Рожденные водной стихией: жемчуг...(Сделай сам №2•2001) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
а— шаблон; б— проверка угла при вершине и длин режущих кромок; в— угла заострения; г— угла между перемычкой и режущей кромкой
Его изготовляют самостоятельно из листа меди, алюминия или стали толщиной приблизительно 1 мм. Самый долговечный шаблон, конечно, из стали. Шаблоном проверяют угол при вершине, длину режущих кромок, угол между перемычкой и режущей кромкой. Вместо заднего угла, который весьма сложно измерить, шаблоном измеряют угол заострения. Шаблон целесообразно сконструировать перед началом применения нового сверла, чтобы с последнего перенести нужные углы.
Неравномерная длина режущих кромок и наклон их к оси сверла приводят и к неодинаковой нагрузке. Сверло быстрее выйдет из строя из-за интенсивного износа перегруженной режущей кромки (рис. 13).
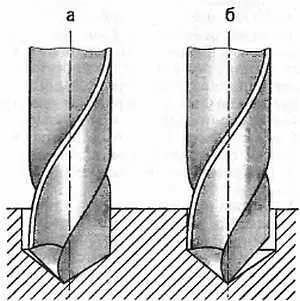
Рис. 13. Неправильная заточка режущих кромок спирального сверла:
а— клины режущих кромок неодинаковы, середина перемычки не совпадает с осью сверла; б— режущие кромки заточены под различными углами к оси сверла, середина перемычки совпадает с осью сверла
Неравномерная нагрузка на части сверла вызовет его биение в процессе резания и, как результат, увеличение диаметра полученного отверстия.
Самый простой способ проверки правильности заточки — пробное сверление. Если перья сверла заточены неодинаково, то у менее нагруженного тоже будет меньше стружек из соответствующей канавки. Иногда стружка выступает лишь через одну канавку. Диаметр отверстия тоже преувеличен в сравнении с диаметром сверла.
Как уже было сказано выше, поперечная кромка сверла (перемычка) лишь затрудняет его работу. Причем на нее падает значительная доля нагрузки при сверлении. Одна из задач заточки — уменьшить длину перемычки, не уменьшая толщину сердцевины и тем самым не ослабляя сверла. Для сверла диаметром 7,5 мм и больше подтачивают перемычку. При этом тонким шлифовальным кругом образуют дополнительные выемки у вершины сверла с обеих сторон вдоль его оси на длину 2-15 мм (в зависимости от диаметра сверла). В результате длина перемычки уменьшается до 0,1 диаметра сверла (рис. 14).
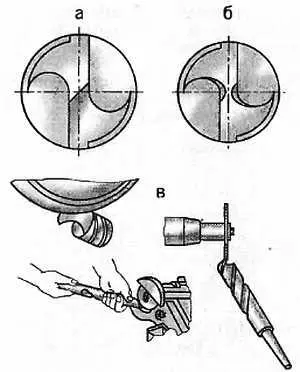
Рис. 14. Подточка перемычки спирального сверла:
а— не подточено; б— подточено; в— в процессе подточки метр отверстия тоже преувеличен в сравнении с диаметром сверла.
Направляющие ленточки обычно бывают без заднего угла. Поэтому при сверлении трение ленточек о стенки отверстия забирает на себя значительную долю усилий, необходимую для вращения сверла. Эти усилия можно уменьшить, подточив ленточку и создав у нее задний угол. Подточку осуществляют у самого заборного конуса на длине 1,5–4 мм в зависимости от диаметра сверла. Ленточку стачивают под углом 6–8° так, что треть ее ширины остается (рис. 15).
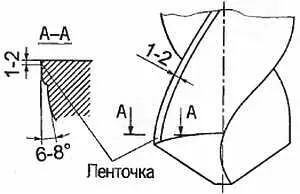
Рис. 15. Подточка ленточки спирального сверла
Значительно повысить стойкость сверла можно заточкой двойного угла заборного конуса (рис. 16).
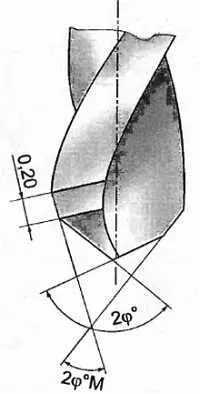
Рис. 16. Двойная заточка заборного конуса спирального сверла
При двойной заточке на заборном конусе сверла образуется вторая затылованная часть, но с уже гораздо меньшим углом конуса. Обычно этот второй угол 2 φ ° М равен 70–75°. Ширина режущей кромки второй заточки составляет 0,2 диаметра сверла. Двойная заточка увеличивает длину режущей кромки, стружка на второй заточке получается тоньше и шире, что улучшает отвод тепла от режущей кромки и значительно уменьшает износ сверла в самом уязвимом в смысле затупления месте — в уголке на периферии сверла. Двойную заточку и подточку ленточки рекомендуют производить для сверл диаметром от 12 мм.
В некоторых случаях у сверл диаметром 12 мм и больше помимо двойной заточки срезают поперечную кромку, что еще больше облегчает работу сверла (рис. 17). Глубина среза составляет от 1,5 до 4 мм в зависимости от диаметра сверла.
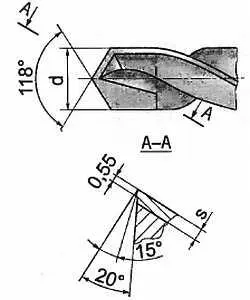
Рис. 17. Заборный конус спирального сверла диаметром от 5 до 16 мм с твердосплавными пластинами и подточкой перемычки по ГОСТу 22 735—77
В каких же случаях применяют эти особые формы заточки?
1. Заточку нормальную (одинарную) — при сверлении стали, стального литья, чугуна. Условное обозначение этой формы заточки — Н.
2. Заточку одинарную с подточкой перемычки — при сверлении стального литья с пределом прочности до 500 МПа (50 кгс/см 2) и снятой коркой. Условное обозначение — НП.
3. Заточку одинарную с подточкой перемычки и ленточки — при сверлении стали и стального литья с пределом прочности более 500 МПа и снятой коркой. Условное обозначение — НПЛ.
4. Заточку двойную с подточкой перемычки — для сверления стального литья с пределом прочности более 500 МПа с неснятой коркой, а также чугуна с подобной коркой. Условное обозначение — ДП.
5. Заточку двойную с подточкой перемычки и ленточки — для сверления стали и стального литья с пределом прочности более 500 МПа со снятой коркой, а также чугуна. Условное обозначение — ДПЛ.
6. Заточку двойную с подточкой и срезанной перемычкой — для сверления чугуна со снятой коркой. Условное обозначение — ДП-2.
Государственными стандартами предусмотрен выпуск следующих типов сверл:
1) с цилиндрическим хвостовиком длинные диаметром от 1 до 20 мм;
2) удлиненные с коническим хвостовиком диаметром от 9,5 до 30 мм;
3) с цилиндрическим хвостовиком короткие диаметром от 0,5 до 20 мм;
4) с цилиндрическим хвостовиком средние диаметром от 0,25 до 20 мм;
5) с коническим хвостовиком диаметром от 5 до 80 мм;
6) с коническим хвостовиком длинные диаметром от 6 до 30 мм;
7) с коротким цилиндрическим хвостовиком диаметром от 1 до 9,5 мм для сверления через кондукторные втулки;
8) с цилиндрическим хвостовиком средние и длинные диаметром от 1 до 12 мм для обработки легких сплавов;
9) с коническим хвостовиком средние и удлиненные диаметром от 6 до 29,5 мм для обработки легких сплавов.
Угол при вершине у сверл, предназначенных для сверления сталей, равен 118°, для сверления легких сплавов — 130°. Сверла для сверления магниевых сплавов имеют угол при вершине 90°.
Читать дальшеИнтервал:
Закладка: