Сергей Кашин - Сварочные работы. Практический справочник

- Название:Сварочные работы. Практический справочник
- Автор:
- Жанр:
- Издательство:Литагент «РИПОЛ»15e304c3-8310-102d-9ab1-2309c0a91052
- Год:2015
- Город:Москва
- ISBN:978-5-386-07970-3
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Сергей Кашин - Сварочные работы. Практический справочник краткое содержание
Это издание – великолепное практическое руководство как для новичков, так и для опытных мастеров. На его страницах вы найдете пошаговые рекомендации и подробные описания всех этапов данного вида работ, познаете тонкости и нюансы сварного дела.
Сварочные работы. Практический справочник - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Подогрев, который необходим для снижения скорости охлаждения и повышения пластических свойств соединения, осуществляют посредством индукционного тока или помещают изделие, если его габариты позволяют, в нагревательную печь.
Для горячей сварки подходят электроды марок ЭЧ-1, ЦЧ-5 и ЭЧ-2 диаметром 8, 10, 12 и 16 мм, рассчитанные на работу при величине тока 600–800, 700–800, 1000–1200 и 1500–1800 А соответственно. Ручную дуговую сварку ведут угольными электродами диаметром 8–18 мм на постоянном токе прямой полярности (280–600 А).
Горячая сварка чугуна отличается большей трудоемкостью, чем холодная.
При объемной сварочной ванне жидкий металл следует перемешивать концом присадочного прутка. Для защиты и раскисления металла применяют флюсы.
5. В основу классификации сталей могут быть положены различные признаки, например:
✓ по химическому составу стали подразделяются на углеродистые и легированные;
✓ по назначению – на конструкционные, инструментальные и с особыми свойствами;
✓ по способу производства – на конвекторные, мартеновские и электросталь и т. д.
В состав углеродистых сталей входят 0,1–0,7 % углерода, марганец, кремний, примеси серы и фосфора. Для каждой марки стали разработаны стандарты – ГОСТ 380–71 (обыкновенного качества), ГОСТ 1050–74 (качественная сталь), ГОСТ 5521–76 (для судостроения) и др.
Легированные стали имеют в своем составе элементы, введенные с целью придания материалу тех или иных свойств. По содержанию легирующих элементов стали делятся на низко– (до 2,5 %), средне– (2,5–10 %) и высоколегированные (более 10 %).
По свариваемости выделяются четыре группы сталей:
✓ хорошо свариваемые стали. Сюда входят низкоуглеродистые стали (содержание углерода – 0,23 %), например ВСт3 сп5, СтТсп; низколегированные низкоуглеродистые стали (содержание углерода – 0,15 %), например 10 Г2 С, 12 Г2 СМФ и др. Они свариваются без каких-либо ограничений (по толщине металла, температуре окружающего воздуха, жесткости изделия и проч.). Диапазон режимов довольно широкий;
✓ удовлетворительно свариваемые. Это стали с содержанием углерода 0,22–0,3 %, например Ст4, Ст25 и др.; низколегированные низкоуглеродистые стали (содержание углерода – 0,14–0,22 %), например 15 ХСНД, 16 Г2 АФ и др. Такие материалы свариваются с некоторыми ограничениями, в частности толщина металла не должна превышать 20 мм, температура воздуха должна быть не ниже –5 °C, а режим сварки следует тщательно подбирать;
✓ ограниченно свариваемые. Эту группу составляют углеродистые стали с содержанием углерода 0,3–0,4 %, например Ст5; низколегированные среднеуглеродистые стали (содержание углерода – 0,22–0,3 %), например 18 Г2 АФ, 20 ХГСА и др. Для сварки требуется подогрев (сопутствующий или предшествующий);
✓ плохо свариваемые. К ним относятся теплоустойчивые стали, например 15 ХМ, 20 ХМФЛ и др., среднелегированные среднеуглеродистые стали типа 30 ХГСА и перлитные высоколегированные стали.
Сварка этих материалов как правило возможна при наличии подогрева и термической обработки сваренного изделия.
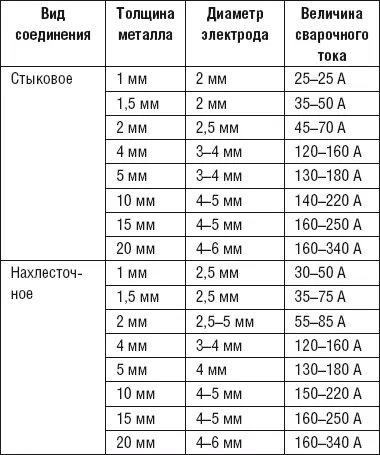
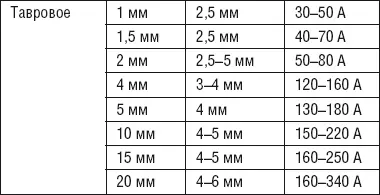
Примерные режимы сварки конструкционных сталей представлены в табл. 35.
Для сварки низкоуглеродистых сталей используют электроды марок УОНИ-13/45, ОММ-5, КПЗ-32 Р, ЦМ-7 и др.
А для среднеуглеродистых сталей подходят электроды марок К-5 А, УОНИ-13/65, УП-2/45 и др.
Таблица 35
Режимы дуговой сварки конструкционных сталей
Технология сварки в защитных газах
Дуговая сварка в среде защитных газов получает все большее распространение, поскольку отличается рядом технологических достоинств:
✓ обеспечивает высокую производительность труда и степень концентрации тепла источника питания, поэтому можно существенно уменьшить зону термического воздействия;
✓ дает возможность соединять металлы без использования электродных покрытий и флюсов, т. е. исключает такую стадию сварки, как очистка швов от шлака;
✓ позволяет автоматизировать и механизировать процесс сваривания и вести его в разных пространственных положениях;
✓ применяется при работе как со сталями, так и с цветными металлами и их сплавами.
Сварка в среде защитных газов является общим названием различных видов дуговой сварки, в процессе которой в зону горения сварочной дуги через сопло горелки подают струю газа. Это могут быть инертные газы (аргон, гелий), активные газы (углекислый газ, азот, кислород, водород) и их смеси, в частности:
✓ аргон, углекислый газ и кислород. Эта смесь используется при сварке сталей плавящимся электродом, минимизирует потери металла на разбрызгивание, стабилизирует горение сварочной дуги, устраняет пористость и дает шов хорошего качества;
✓ аргон и кислород, применяющиеся для сварки низко углеродистых и легированных сталей. При сварке капельный перенос металла сменяется струйным, благодаря чему производительность возрастает, а потери на разбрызгивание металла сокращаются;
✓ аргон и углекислый газ. Область применения данной смеси такая же, как и у предыдущей. Ее использование препятствует образованию газовых пор в шве, стабилизирует горение дуги и способствует формированию качественного сварного шва.
В стальных баллонах может содержаться как чистый газ (для контроля его расхода предназначен специальный прибор – ротаметр, а подача регулируется отдельным редуктором), так и их смеси.
Классификация сварки в среде защитных газов основывается на следующих признаках:
✓ по применяемому в процессе работы газу (активному или инертному);
✓ по способу защиты (отдельным газом или смесью);
✓ по используемому электроду (плавящемуся или неплавящемуся);
✓ по характеру сварочного тока (постоянному или переменному). Наибольшее распространение в последнее время получила сварка плавящимся и неплавящимся электродами в среде инертных газов.
Сварка неплавящимся электродом представляет собой процесс, в котором источником тепла служит дуга, зажигаемая между вольфрамовым или угольным электродом и металлом изделия (рис. 71).
Наибольшего проплавления свариваемого металла добиваются при использовании постоянного тока прямой полярности. При этом источники питания должны обладать крутопадающей вольт-амперной характеристикой, например ВДУ-601, ВСВУ-300 и др. Для сварки на переменном токе применяют стабилизатор горения дуги ВСД-01. Сварочный процесс ведут как с присадками, так и без них.
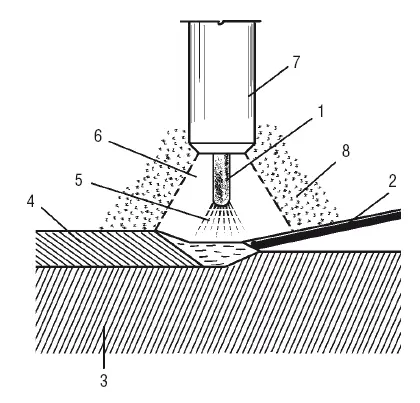
Рис. 71. Схема горения сварочной дуги в среде инертных газов: 1 – электрод; 2 – присадочная проволока; 3 – свариваемый металл; 4 – шов; 5 – дуга; 6 – струя газа; 7 – горелка; 8 – воздух
Читать дальшеИнтервал:
Закладка: