Сергей Кашин - Сварочные работы. Практический справочник

- Название:Сварочные работы. Практический справочник
- Автор:
- Жанр:
- Издательство:Литагент «РИПОЛ»15e304c3-8310-102d-9ab1-2309c0a91052
- Год:2015
- Город:Москва
- ISBN:978-5-386-07970-3
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Сергей Кашин - Сварочные работы. Практический справочник краткое содержание
Это издание – великолепное практическое руководство как для новичков, так и для опытных мастеров. На его страницах вы найдете пошаговые рекомендации и подробные описания всех этапов данного вида работ, познаете тонкости и нюансы сварного дела.
Сварочные работы. Практический справочник - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:

Стабильную сварочную дугу от стандартных источников питания дадут угольные и металлические электроды.
Для осуществления резки под водой на них должно быть нанесено толстое водонепроницаемое (пропитанное парафином) покрытие, которое, охлаждаясь снаружи водой, будет плавиться медленнее, чем стержень электрода. В результате этого на его конце образуется небольшой чашеобразный козырек, благодаря которому будет обеспечиваться устойчивость газовой оболочки и горения дуги.
Величина тока выставляется из расчета 60–70 А на 1 мм диаметра электрода.
Описанный способ резки применяют при ремонте судов и т. п.
Техника безопасности при дуговой сварке и резке
Сварочные работы сопряжены с определенными факторами, которые могут быть опасными для здоровья человека.
К ним относятся:
✓ поражение электрическим током;
✓ отравление токсичными газами и пылью;
✓ ожоги расплавленным металлом, который разбрызгивается при сварке;
✓ поражение глаз и незащищенной поверхности кожи лучами сварочной дуги;
✓ ушибы и порезы, которые возможны при подготовке изделия под сварку;
✓ взрывы находящихся под давлением сосудов или взрывоопасных веществ;
✓ пожар. Чтобы обезопасить свое здоровье, необходимо:
1) скрупулезно выполнять инструкции по обращению со сварочным оборудованием (об ознакомлении с ними в условиях производства надо расписаться в соответствующем журнале);
2) следует знать порядок включения и выключения питающей сети высокого напряжения, проверять заземление и сопротивление изоляции коммутационных проводов и электродержателей (на производстве такой контроль осуществляется ежегодно, о чем составляются соответствующие акты);
3) работать только в специальной одежде, надевать рукавицы, в подошве не должно быть металлических гвоздей, набоек и проч.;
4) ухаживать за оборудованием и следить за его исправностью. Это означает, что рабочий день должен начинаться с ряда определенных мероприятий, а именно:
✓ с проверки наличия заземления;
✓ с очищения источника питания перед включением от пыли, огарков электродов и проч. Если при его включении замечены неисправности, нужно отключить источник и предпринять меры по их устранению (на производстве следует поставить об этом в известность мастера);
✓ с проверки надежности изоляции проводов, их стыков. Если потребуется, надо заменить изоляцию, затянуть крепление и т. д. Ремонтировать оборудование должен профессиональный электрик;
5) по окончании работы положить электродержатель таким образом, чтобы контакт с токоведущими частями сварочного поста был исключен;
6) при сварке внутри сосудов иметь резиновый коврик и двенадцативольтовую лампу;
7) не работать во время дождя или снегопада при отсутствии укрытия.
При осуществлении сварочных работ запрещается:
✓ использовать дефектные сварочные щитки и маски;
✓ работать с треснувшими и сильно потертыми светофильтрами;
✓ производить сварку при нефункционирующей или неисправной вентиляции.
В процессе плазменно-дуговой резки надо соблюдать правила эксплуатации электроустановок.
Напряжение холос того хода при ручной резке составляет 180 В, при машинной – 500 В.
Кроме того, процесс резки сопровождается различными негативными факторами:
✓ повышенным шумом до 110–115 дБ, (необходимо применять средства для защиты слуха);
✓ интенсивным излучением (надо пользоваться щитками и очками со светофильтрами типа В-2, В-3);
✓ образованием вредных газов и паров (все работы должны проводиться при общей и местной вентиляции).
Сварные швы и соединения
Неразъемное соединение, которое было выполнено с помощью сварки, называется сварным. Оно состоит из нескольких зон (рис. 77):
✓ сварного шва;
✓ сплавления;
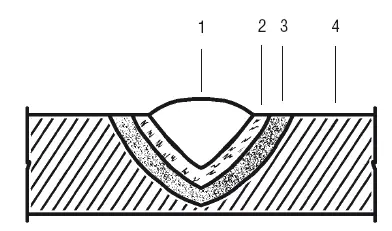
Рис. 77. Зоны сварного соединения: 1 – сварного шва; 2 – сплавления; 3 – термического влияния; 4 – основного металла
✓ термического влияния;
✓ основного металла.
По протяженности сварные соединения бывают:
✓ короткими (250–300 мм);
✓ средними (300–1000 мм);
✓ длинными (более 1000 мм). В зависимости от длины сварного шва выбирают и способ его выполнения. При коротких соединениях шов ведут в одном направлении от начала к концу; для средних участков характерно наложение шва отдельными участками, причем его длина должна быть такой, чтобы для его завершения хватило целого числа электродов (два, три); длинные соединения сваривают обратноступенчатым способом, о котором говорилось выше.
По типу сварные соединения (рис. 78) подразделяются на:
1. Стыковые. Это наиболее часто встречающиеся соединения при различных способах сварки. Им отдают предпочтение, потому что они характеризуются наименьшими собственными напряжениями и деформациями. Как правило, стыковыми соединениями сваривают конструкции из листового металла.
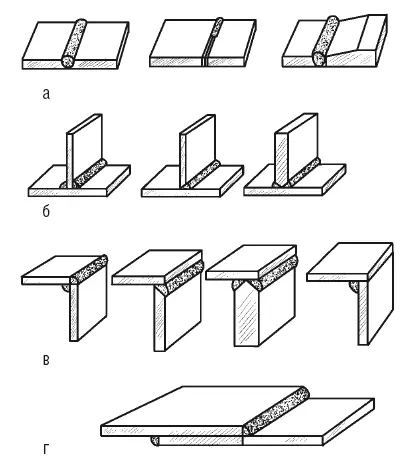
Рис. 78. Виды сварных соединений: а – стыковые; б – тавровые; в – угловые; г – нахлесточные
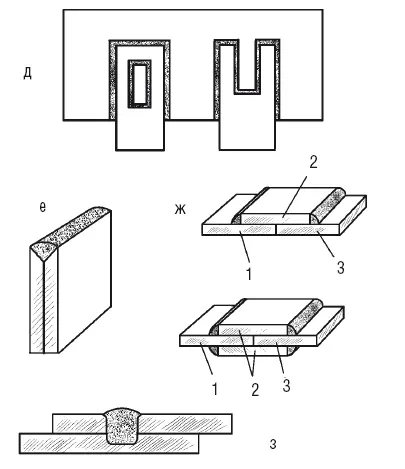
Рис. 78 (окончание). д – прорезные; е – торцовые; ж – с накладками; 1–3 – основной металл; 2 – накладка: 3 – электрозаклепки; з – с электрозаклепками
Основными достоинствами данного соединения, рассчитывать на которые можно при условии тщательной подготовки и подгонки кромок (благодаря притуплению последних предотвращаются прожог и протекание металла в процессе сварки, а соблюдение их параллельности обеспечивает ка чественный равномерный шов), являются следующие:
✓ минимальный расход основного и наплавленного металла;
✓ наименьший временной промежуток, необходимый для сварки;
✓ выполненное соединение может по своей прочности не уступать основному металлу.
В зависимости от толщины металла кромки при дуговой сварке могут быть обрезаны под разными углами к поверхности:
✓ под прямым углом, если соединяют стальные листы толщиной 4–8 мм. При этом между ними оставляют зазор в 1–2 мм, что облегчает проваривание нижней частей кромок;
✓ под прямым углом, если соединяют металл толщиной до 3 и до 8 мм при одно– или двусторонней сварке соответственно;
✓ с односторонним скосом кромок (V-об разно), если толщина металла составляет от 4 до 26 мм;
✓ с двусторонним скосом (X-образно), если листы имеют толщину 12–40 мм, причем этот способ более экономичен, чем предыдущий, поскольку количество наплавленного металла уменьшается практически в 2 раза. Это означает экономию электродов и электроэнергии. Кроме того, для двустороннего скоса в меньшей степени характерны деформации и напряжения при сварке;
Читать дальшеИнтервал:
Закладка: