Сергей Кашин - Сварочные работы. Практический справочник

- Название:Сварочные работы. Практический справочник
- Автор:
- Жанр:
- Издательство:Литагент «РИПОЛ»15e304c3-8310-102d-9ab1-2309c0a91052
- Год:2015
- Город:Москва
- ISBN:978-5-386-07970-3
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Сергей Кашин - Сварочные работы. Практический справочник краткое содержание
Это издание – великолепное практическое руководство как для новичков, так и для опытных мастеров. На его страницах вы найдете пошаговые рекомендации и подробные описания всех этапов данного вида работ, познаете тонкости и нюансы сварного дела.
Сварочные работы. Практический справочник - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
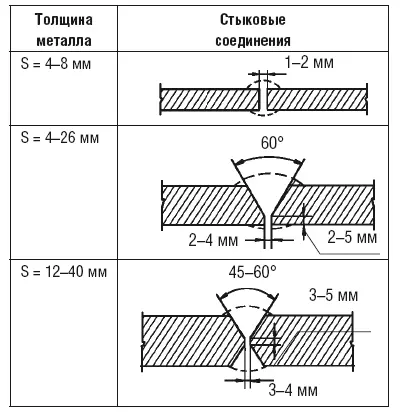
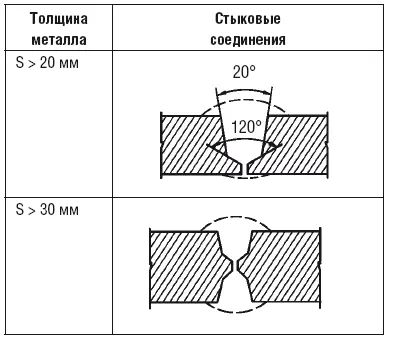
✓ угол скоса можно уменьшить с 60° довести до 45°, если сваривать листы толщиной более 20 мм, что снизит объем наплавленного металла и сэкономит электроды. Наличие зазора в 4 мм между кромками обеспечит необходимый провар металла.
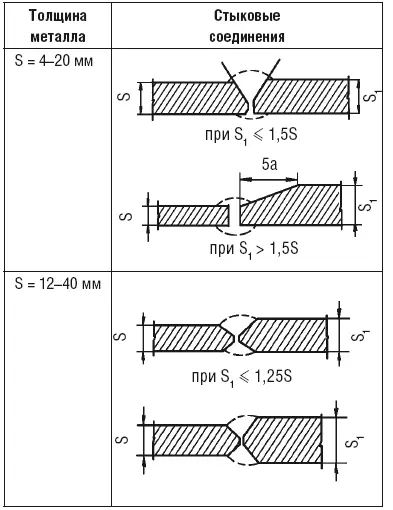
При сварке металла разной толщины кромку более толстого материала скашивают сильнее. При значительной толщине соединяемых дуговой сваркой деталей или листов применяют чашеобразную подготовку кромок, причем при толщине 20–50 мм проводят одностороннюю подготовку, а при толщине более 50 мм – двустороннюю.
Сказанное выше наглядно показано в табл. 44.
2. Нахлесточные, чаще всего используемые при дуговой сварке конструкций, толщина металла которых составляет 10–12 мм. От предыдущего соединения данный вариант отличает отсутствие необходимости специальным образом подготавливать кромки – достаточно просто обрезать их. Хотя сборка и подготовка металла под нахлесточное соединение не столь обременительны, следует учесть, что расход основного и наплавленного металла увеличивается по сравнению со стыковыми соединениями. Для надежности и избегания коррозии вследствие попадания влаги между листами такие соединения проваривают с обеих сторон. Есть виды сварки, где применяют исключительно данный вариант, в частности при точечной контактной и роликовой.
3. Тавровые, широко распространенные при дуговой сварке. Для них кромки скашивают с одной или обеих сторон либо вообще обходятся без скоса. Особые требования предъявляются только к подготовке вертикального листа, который должен иметь равно обрезанную кромку. При одно– и двусторонних скосах кромки вертикального листа предусматривают зазор в 2–3 мм между вертикальной и горизонтальной плоскостями, чтобы проварить вертикальный лист на всю толщину. Односторонний скос выполняют в том случае, когда конструкция изделия такова, что невозможно проварить ее с обеих сторон.
Таблица 44
Выбор стыкового соединения в зависимости от толщины металла
5. Прорезные, к которым прибегают в тех случаях, когда нахлесточный шов нормальной длины не дает необходимой прочности. Такие соединения бывают двух типов – открытые и закрытые. Прорезь проделывают с помощью кислородной резки.
6. Торцовые (боковые), при которых листы накладывают один на другой и сваривают по торцам.
7. С накладками. Для выполнения такого соединения листы состыковывают и перекрывают стык накладкой, что, естественно, влечет за собой дополнительный расход металла. Поэтому данный способ используют в том случае, когда выполнить стыковой или нахлесточный шов не представляется возможным.
8. С электрозаклепками. Данное соединение является прочным, но недостаточно плотным. Для него верхний лист просверливают и заваривают полученное отверстие таким образом, чтобы захватить и нижний лист.
Если металл не слишком толстый, то просверливания и не требуется. Например, при автоматической сварке под флюсом верхний лист просто проплавляется сварочной дугой.
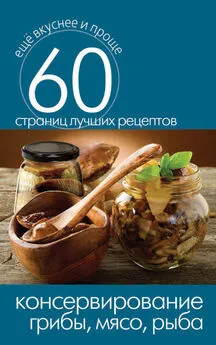
Конструктивный элемент сварного соединения, который при его выполнении образуется вследствие кристаллизации расплавленного металла по линии перемещения источника нагрева, называется сварным швом. Элементами его геометрической формы (рис. 79) являются:
✓ ширина (b);
✓ высота (h);
✓ величина катета (K) для угловых, нахлесточных и тавровых соединений.
Классификация сварных швов основывается на различных признаках, которые представлены ниже.
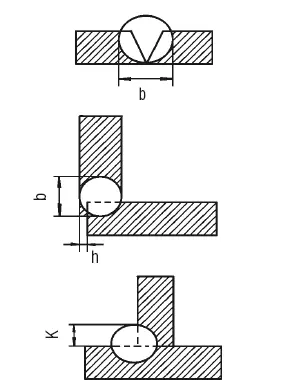
Рис. 79. Элементы геометрической формы сварного шва (ширина, высота, величина катета)
1. По типу соединения:
✓ стыковые;
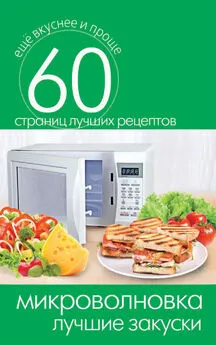
✓ угловые (рис. 80).
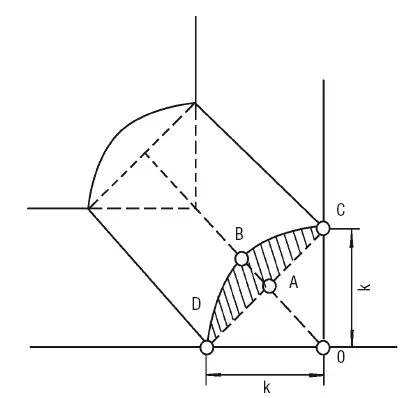
Рис. 80. Угловой шов
Угловые швы практикуют при некоторых видах сварных соединений, в частности при нахлесточных, стыковых, угловых и с накладками.
Стороны такого шва называются катетами (k), зона ABCD на рис. 80 показывает степень выпуклости шва и не принимается во внимание при расчете прочности сварного соединения. При его выполнении необходимо, чтобы катеты были равны, а угол между сторонами OD и BD составлял 45°.
2. По виду сварки:
✓ швы дуговой сварки;
✓ швы автоматической и полуавтоматической сварки под флюсом;
✓ швы дуговой сварки в среде защитных газов;
✓ швы электрошлаковой сварки;
✓ швы контактной сварки;
✓ швы газовой сварки.
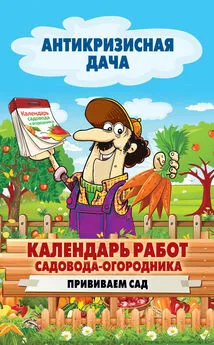
3. По пространственному положению (рис. 81), в котором выполняется сварка:
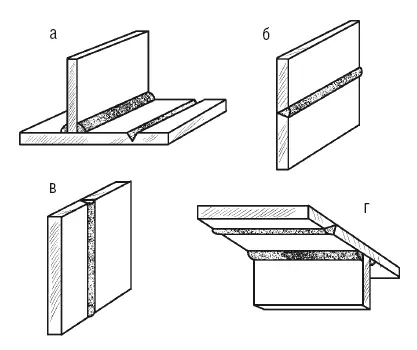
Рис. 81. Сварные швы в зависимости от их пространственного положения: а – нижний; б – горизонтальный; в – вертикальный; г – потолочный
✓ нижние;
✓ горизонтальные;
✓ вертикальные;
✓ потолочные.
Проще всего выполняется нижний шов, труднее всего – потолочный.
В последнем случае сварщики проходят специальное обучение, причем потолочный шов легче сделать газовой сваркой, чем дуговой.
4. По протяженности:
✓ непрерывные;
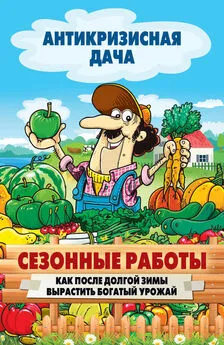
✓ прерывистые (рис. 82).
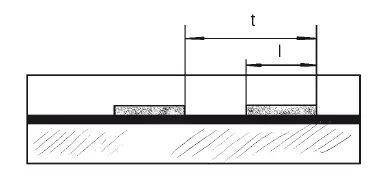
Рис. 82. Прерывистый сварной шов
Прерывистые швы практикуют достаточно широко, особенно в тех случаях, когда нет необходимости (расчет на прочность не предполагает выполнения сплошного шва) плотно соединять изделия.
Длина (l) соединяемых участков составляет 50–150 мм, промежуток между ними приблизительно в 1,5–2,5 раза превосходит зону сваривания, а вместе они образуют шаг шва (t).
5. По степени выпуклости, т. е. форме наружной поверхности (рис. 83):
✓ нормальные;
✓ выпуклые;
✓ вогнутые.
Тип используемого электрода определяет выпуклость шва (a‘). Наибольшая выпуклость характерна для тонкопокрытых электродов, а толстопокрытые электроды дают нормальные швы, поскольку отличаются большей жидкотекучестью расплавленного металла.
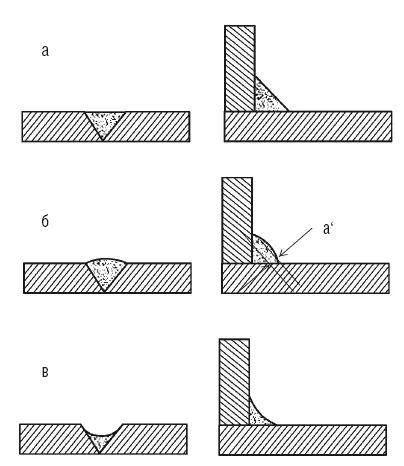
Рис. 83. Сварные швы, различающиеся по форме наружной поверхности: а – нормальные; б – выпуклые в – вогнутые
Читать дальшеИнтервал:
Закладка: