Сергей Кашин - Сварочные работы. Практический справочник

- Название:Сварочные работы. Практический справочник
- Автор:
- Жанр:
- Издательство:Литагент «РИПОЛ»15e304c3-8310-102d-9ab1-2309c0a91052
- Год:2015
- Город:Москва
- ISBN:978-5-386-07970-3
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Сергей Кашин - Сварочные работы. Практический справочник краткое содержание
Это издание – великолепное практическое руководство как для новичков, так и для опытных мастеров. На его страницах вы найдете пошаговые рекомендации и подробные описания всех этапов данного вида работ, познаете тонкости и нюансы сварного дела.
Сварочные работы. Практический справочник - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
2. Непровары корня шва и кромки (рис. 100). Это серьезный дефект, который выглядит как несплавление электродного металла с основным.
Помимо того, что в зоне непровара прочность шва резко ухудшается, здесь образуются очаги напряжения, снижающие сопротивляемость шва внешним нагрузкам при эксплуатации изделия или конструкции.
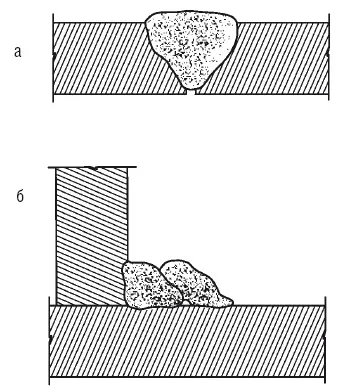
Рис. 100. Непровар: а – корня сварного шва; б – кромки
Причины непровара различны, среди них могут быть недостаточный ток, низкая мощность горелки, несоответствующий прогрев металла при ускоренном манипулировании электродом или горелкой, проникновение в шов шлака или пленки окислов, малый угол скоса кромок, некачественная подготовка кромок к сварке.
Как и в предыдущем случае, непровар аккуратно вырубают, после чего снова заваривают дефектный участок, предварительно выяснив причину непровара;
3. Поры, возникающие при поглощении жидким металлом газов, которые не успели полностью выделиться в процессе работы.
Другая причина порообразования – выкрашивание каплевидных
включений металла и шлака, поскольку мельчайшие капли металла, покрытые пленкой окислов, попав в сварочную ванну, не сплавляются с металлом шва.
Наличие пор приводит к тому, что шов становится проницаемым и разрушается под воздействием газов и жидкостей.
Поры подлежат вырубанию и повторному завариванию, а при газовой сварке – проковке.
4. Шлаковые включения, проникающие в металл при ведении сварки длинной дугой и окислительным пламенем.
Как и поры, они негативно отражаются на сечении шва, снижая его прочность.
Контроль качества сварного шва
Чтобы обеспечить высокое качество и прочность сварных соединений, весь технологический процесс сварки необходимо тщательно отслеживать.
Причем делать это нужно на всех этапах, включая:
✓ предварительный контроль, подразумевающий проверку сварочных материалов (флюсов, электродов, проволоки и проч.), оборудования, инструментов и др.;
✓ операционный контроль, во время которого определяются подготовленность изделий под сварку, ее соответствие стандартам и техническим условиям, качество присадок и состояние
контрольно-измерительной аппаратуры, а также контролируются режимы сварки и соблюдение технологии наложения сварных швов;
✓ контроль уже готовых соединений, который осуществляется после завершения сварочных работ или термической обработки изделия.
Методы контроля выполненных соединений и швов бывают разрушающими и неразрушающими. Они указаны в ГОС Тах и классифицируются на несколько видов:
1) внешний контроль, с помощью которого обнаруживаются наружные дефекты сварных швов (подрезы, трещины, неравномерность швов по высоте и ширине, поры, непровар корня шва и др.). Для этого прибегают к визуальному осмотру, который может
проводить с применением лупы с десяти– или двадцатикратным увеличением (при этом можно заметить волосяные трещины и мельчайшие поры) или без нее. Для проверки размеров сварных швов используют шаблоны и универсальный измерительный инструмент;
2) металлографические исследования, для проведения которых в шве и основном металле просверливают отверстие, которое в течение 1–3 минут обрабатывают 10 %-ным раствором двойной соли хлорной меди и аммония. После удаления осадка меди поверхность осматривают на предмет наличия внутренних дефектов и определяют качество провара. Для особо ответственных сварных конструкций предназначена проверка микро– и макрошлифов, вырезанных
из сварного соединения. На основании полученных результатов делается вывод о правильности примененного режима сварки;
3) химический анализ, целью которого является установление состава основного и наплавленного металла и его соответствия техническим условиям;
4) механические испытания, которые проводятся на образцах, специально изготовленных или вырезанных из соединения, и должны определить предел прочности на растяжение (образец тестируют с помощью разрывной машины), ударную вязкость (образец со специально проделанным надрезом разрушают путем нанесения ударов: чем больше будет работа, потребовавшаяся для этого, тем данный параметр выше) и угол загиба (образец помещают на две опоры и изгибают под прессом, по углу возникшей трещины судят о пластичности металла: наилучшим считается шов, угол загиба которого составляет 180°);
5) рентгенодефектоскопия, в основе которой лежит явление поглощения веществами рентгеновских лучей. Их направляют на шов, подложив под него фотопленку. Дефектные участки обнаруживают по способности пропускать лучи с меньшим поглощением, чем основной металл. На проявленной пленке контуры дефектов отчетливо видны;
6) гамма-дефектоскопия, основанная на принципе различного поглощения гамма-лучей разными веществами. В результате анализа получают теневой снимок сварного шва;
7) магнитографический контроль, основанный на исследовании магнитных полей рассеяния на намагниченном изделии. Разработаны разные методы контроля, например магнитно-порошковый, индукционный, магнитографический и проч. Первый из них наиболее простой и заключается в том, что намагниченное изделие покрывают магнитным порошком или специальной суспензией. По качественно выполненному шву состав распределяется равномерно, а при наличии дефектов он скапливается по краям пор, трещин и т. д.;
8) ультразвуковые исследования, при проведении которых ультразвуковые колебания проникают вглубь металла и отражаются от дефектных участков, например от неметаллических включений. Особый прибор, применяемый для анализа такого рода, называется дефектоскопом;
9) проверка на герметичность, осуществляемая разными методами и подразделяющаяся на испытания:
✓ керосином. Им покрывают внутреннюю поверхность емкости, рассчитанной на работу без повышенного давления. Затем сварные швы смачивают водным раствором мела. Если в них имеются поры, трещины и другие сквозные дефекты, то керосин, просочившись сквозь них, обозначит эти места выступившими пятнами;
✓ сжатым воздухом. Его нагнетают в емкость, предварительно смочив швы мыльной эмульсией. Появившиеся на поверхности пузыри укажут местонахождение дефекта. Изделие небольшого размера просто погружают в ванну с водой и определяют наличие дефекта по пузырькам воздуха, поднимающимся к поверхности;
✓ вакуум-аппаратом. Он применяется для контроля сварных швов с односторонним доступом, когда описанные выше методы невозможно осуществить. Изделие со швом, смазанным мыльной эмульсией, помещают в камеру со стеклянным окошком и откачивают из нее воздух. При наличии дефекта появятся мыльные пузыри, которые обозначат его расположение;
Читать дальшеИнтервал:
Закладка: