Сергей Кашин - Сварочные работы. Практический справочник

- Название:Сварочные работы. Практический справочник
- Автор:
- Жанр:
- Издательство:Литагент «РИПОЛ»15e304c3-8310-102d-9ab1-2309c0a91052
- Год:2015
- Город:Москва
- ISBN:978-5-386-07970-3
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Сергей Кашин - Сварочные работы. Практический справочник краткое содержание
Это издание – великолепное практическое руководство как для новичков, так и для опытных мастеров. На его страницах вы найдете пошаговые рекомендации и подробные описания всех этапов данного вида работ, познаете тонкости и нюансы сварного дела.
Сварочные работы. Практический справочник - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
✓ очистить кромки от загрязнений и коррозии;
✓ снять фаски соответствующего размера (по ГОСТу);
✓ установить зазор в соответствии с ГОСТом, разработанным для того или иного типа соединения.
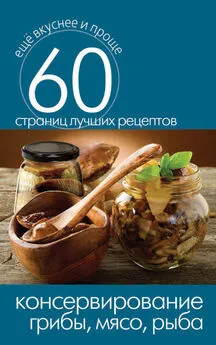
О некоторых видах кромок уже говорилось ранее (хотя они и рассматривались в другом аспекте) при описании стыковых соединений, но тем не менее необходимо еще раз заострить на этом внимание (рис. 90).
Выбор того или иного вида кромок определяется рядом факторов:
✓ способом сварки;
✓ толщиной металла;
✓ способом соединения изделий, частей и проч.
Для каждого способа сварки разработан отдельный стандарт, в котором указаны форма подготовки кромок, размер шва и допустимые отклонения. Например, ручная дуговая сварка осуществляется по ГОСТу 5264–80, контактная – по ГОСТу 15878–79, электрошлаковая – по ГОСТу 15164–68 и т. д.
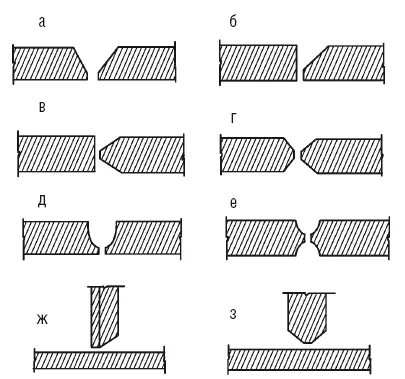
Рис. 90. Виды кромок, подготовленных к сварке: а – со скосом обеих кромок; б – со скосом одной кромки; в – с двумя симметричными скосами одной кромки; г – с двумя симметричными скосами двух кромок; д – с криволинейным скосом двух кромок; е – с двумя симметричными криволинейными скосами двух кромок; ж – со скосом одной кромки; з – с двумя симметричными скосами одной кромки
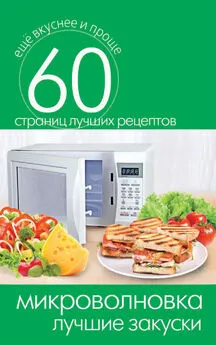
Кроме того, имеется стандарт на графическое обозначение сварного шва, в частности ГОСТ 2.312–72. Для этого используется наклонная линия с односторонней стрелкой (рис. 91), которая указывает участок шва.
Характеристика шва, рекомендованный способ сварки и иная информация представлены над или под горизонтальной полкой, соединенной с наклонной линией-стрелкой. Если шов видимый, т. е. находится на лицевой стороне, то характеристика шва дается над полкой, если невидимый – под ней.
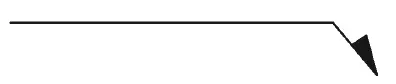
Рис. 91. Графическое обозначение сварных швов
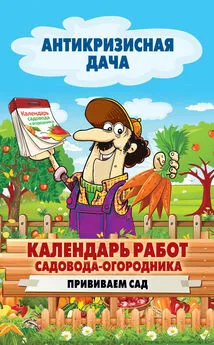
К условным обозначениям сварного шва относятся и дополнительные знаки (рис. 92).
Для различных видов сварки приняты буквенные обозначения:
✓ дуговая сварка – Э, но поскольку этот вид наиболее распространенный, то в чертежах буква может и не указываться;
✓ газовая сварка – Г;
✓ электрошлаковая сварка – Ш;
✓ сварка в среде инертных газов – И;
✓ сварка взрывом – Вз;
✓ плазменная сварка – Пл;
✓ контактная сварка – Кт;
✓ сварка в углекислом газе – У;
✓ сварка трением – Тр;
✓ холодная сварка – Х.
При необходимости (если реализуется несколько способов сварки) перед обозначением той или иной разновидности располагают буквенное обозначение используемого способа сварки:
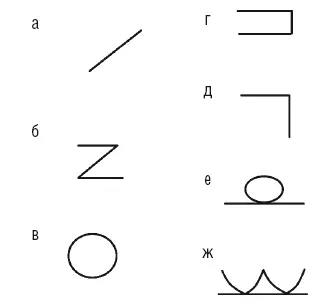
Рис. 92. Дополнительные обозначения сварного шва: а – прерывистый шов с цепной последовательностью участков; б – прерывистый шов с шахматной последовательностью участков; в – шов по замкнутому контуру; г – шов по незамкнутому контуру; д – монтажный шов; е – шов со снятым усилением; ж – шов с плавным переходом к основному металлу
✓ ручная – Р;
✓ полуавтоматическая – П;
✓ автоматическая – А.
✓ дуговая под флюсом – Ф;
✓ сварка в активном газе плавящимся электродом – УП;
✓ сварка в инертном газе плавящимся электродом – ИП;
✓ сварка в инертном газе неплавящимся электродом – ИН.
Для сварных соединений также имеются специальные буквенные обозначения:
✓ стыковое – С;
✓ тавровое – Т;
✓ нахлесточное – Н;
✓ угловое – У. По цифрам, проставленным после букв, определяют номер сварного соединения по ГОСТу на сварку.
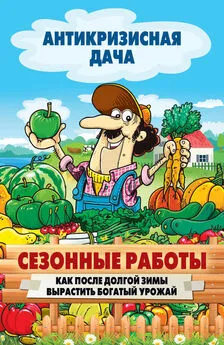
Обобщая сказанное выше, можно констатировать, что условные обозначения сварных шов складываются в определенную структуру (рис. 93).
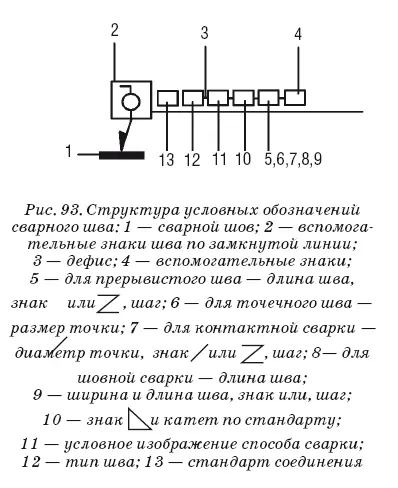
Рис. 93. Структура условных обозначений сварного шва: 1 – сварной шов; 2 – вспомогательные знаки шва по замкнутой линии; 3 – дефис; 4 – вспомогательные знаки; 5 – для прерывистого шва – длина шва, знак или, шаг; 6 – для точечного шва – размер точки; 7 – для контактной сварки – диаметр точки, знак или, шаг; 8– для шовной сварки – длина шва; 9 – ширина и длина шва, знак или, шаг; 10 – знак и катет по стандарту; 11 – условное изображение способа сварки; 12 – тип шва; 13 – стандарт соединения
В качестве примера расшифруем обозначение:
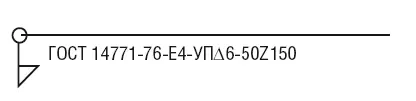
✓ шов располагается на невидимой стороне – обозначение находится под полочкой;
✓ тавровое соединение, шов № 4 по ГОСТу 14771–76 – Т4;
✓ сварка в углекислом газе – У;
✓ сварка полуавтоматическая – П;
✓ длина катета 6 мм —  6;
6;
✓ шов прерывистый с шахматным расположением участков – 50  150.
150.
Дефекты сварных соединений
Несоответствие сварного соединения техническим требованиям, изложенным в нормативной документации, называется дефектом. ГОСТы регламентируют все необходимые параметры (конструктивные размеры, форму сварного шва, его прочность, пластичность, геометричность и др.), которые должны быть выдержаны при выполнении сварочных работ.
Однако соединения могут отклоняться от заданных в нормативно-технической документации параметров, что нередко приводит к разрушению как самого сварного шва, так и всей конструкции, что, разумеется, нельзя считать положительным моментом.
Чтобы не допускать такого развития событий, необходимо точно знать, какими дефектами могут сопровождаться сварочные работы, каковы их причины и способы предупреждения или устранения.
В сварных соединениях могут возникать различные дефекты. В соответствии с расположением они подразделяются на две большие группы – наружные и внутренние.
К наружным относятся следующие дефекты:
1. Дефекты формы шва (рис. 94), процесс формирования которых непосредственным образом связан с выбранным режимом сварки (прежде всего с величиной, родом и полярностью тока, напряжением дуги и скоростью сварки) и пространственным положением сварного соединения.
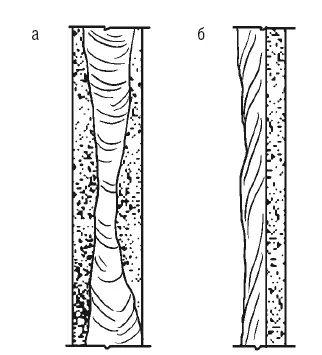
Рис. 94. Дефекты формы шва: а – неравномерная ширина;
б – бугры и седловины
Имеют значение также квалификация сварщика (отсутствие или недостаточность которой приводят к наложению неравномерных по ширине швов, образованию бугров и седловин вследствие неравномерности приложенных усилий), неправильное манипулирование электродом и нарушение величины зазора кромок. Все это заканчивается ухудшением прочностных характеристик сварного соединения и образованием внутренних дефектов.
Читать дальшеИнтервал:
Закладка: