Людвиг Ерлыкин - И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)

- Название:И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)
- Автор:
- Жанр:
- Издательство:Знание
- Год:1993
- Город:Москва
- ISBN:5-07-002609-7
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Людвиг Ерлыкин - И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993) краткое содержание
Как сохранить собранный урожай в условиях городской квартиры и на участке.
Особое внимание уделено разделу «Советы, идеи, рецепты», который наверняка заинтересует всех наших постоянных читателей.
И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
ЕрлыкинЛюдвиг Андреевич
«И ЖЕСТЯНЩИК, И МЕДНИК»
АртемьевЮрий Александрович
«ЧТО СОБРАЛИ — СОХРАНИМ»
---
Журнал «СДЕЛАЙ САМ»
(01)∙1993
Подписная научно-популярная серия
И ЖЕСТЯНЩИК, И МЕДНИК
Жестяницкие заботы
Л.А. Ерлыкин
Жестянщики работают в основном с тонким металлом: луженой и черной жестью, с листовым черным и оцинкованным железом. Жестянщик должен уметь пользоваться своим инструментом и, кроме того, хорошо знать паяльные и клепальные работы.
Разметка.Собираясь изготовить из куска листового металла какую-либо деталь, мы у себя должны иметь точный план этой детали. План детали может быть мысленный или зарисованный на бумаге в виде эскиза, чертежа, описания. Наконец, для составления плана можно иметь под рукой образец или макет детали.
Перенесение плана детали с точными ее размерами на заготовку называют разметочной операцией (разметкой). Обычно на металл переносят не все размеры детали, а лишь те основные линии и точки, по которым будет вестись обработка заготовки. Линии, границы, разметки на заготовке называют рисками.
Разметка бывает плоская и пространственная (объемная); плоскую разметку применяют при изготовлении деталей из листового металла. При этом сам разметочный процесс ничем не отличается от обычного черчения.
Разметку ведут на разметочных плитах. В домашних условиях заменяем плиту ровным толстым металлическим листом.
Используемый для разметки набор инструментов жестянщика не велик: кернер, чертилка, слесарный циркуль, слесарный угольник и рейсмус жестянщика.
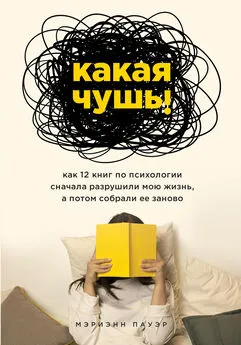
Кернер (рис. 1) является основным инструментом, необходимым для разметки. Кернер затачивают под углом 60. Кернер под разметку отверстий затачивают с углом при вершине 120°.
Разметку ведем так: выбираем базовую точку, в которой кернером делаем углубление. Затем проводим базовую линию. Все измеряемые от базы расстояния обязательно фиксируем, делая в металле углубления кернером, и так до получения всех необходимых отметок.
Риски на заготовку наносим чертилкой (рис. 2). Она представляет собой кусок проволоки с петлей на одном конце, тогда как другой конец заточен и закален.
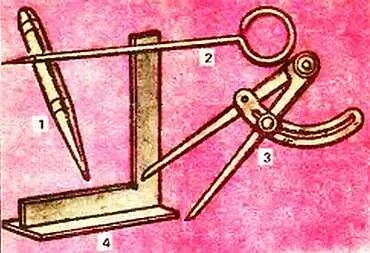
Рис. 1–4
Слесарный циркуль (рис. 3) употребляется для переноса размеров с чертежа на заготовку и для проведения элементов окружностей. При нанесении окружности на заготовку в центре круга делаем обязательно углубление кернером.
При разметке всегда необходим слесарный угольник (рис. 4). С его помощью размечаем углы в 90°.
Разметку краев заготовки для так называемой отбортовки производим реймусом жестянщика (рис. 5).
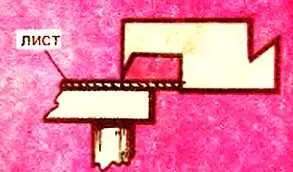
Рис. 5
Листовой металл толщиной до 1 мм режут ножницами по металлу (рис. 6).
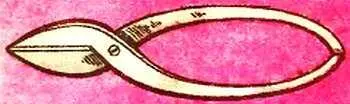
Рис. 6
Этот процесс имеет некоторые особенности: при резании лист подаем левой рукой, слегка отгибая его вверх (рис. 7, а ). Ножницы раскрываем не очень сильно, чтобы они захватывали лист, а не выталкивали его. В процессе резки линия разметки должна всегда быть в поле нашего зрения (рис. 7, б ).
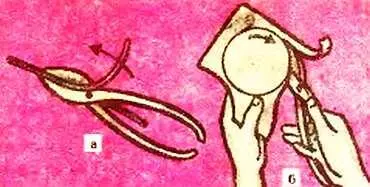
Рис. 7
Прочие вспомогательные процессы. Небольшие отверстия в листовом металле жестянщики делают пробойниками (рис. 8) или высечками (рис. 9).
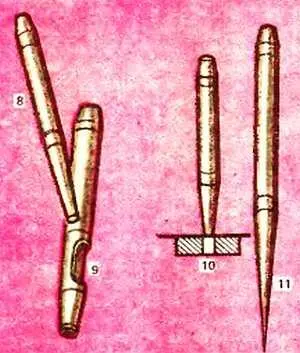
Рис. 8-11
Для точной пробивки отверстия пробойником следует пользоваться вспомогательной стальной пластиной, в которой просверлен ряд отверстий. Диаметр каждого отверстия в пластине должен быть немного больше диаметра рабочего торца соответствующего пробойника. Заготовку вначале кернят в нужном месте и кладут на вспомогательную пластину так, чтобы накерненное место оказалось точно над отверстием требуемого диаметра. Пробойник ставят в накерненное место и ударом молотка пробивают отверстие (рис. 10).
Чтобы увеличить диаметр пробитого отверстия, расширяем его бородком (рис. 11).
Для получения более крупных отверстий используют высечки (рис. 12): кладем лист на торцовый срез деревянного чурбачка и с помощью молотка пробиваем отверстие.
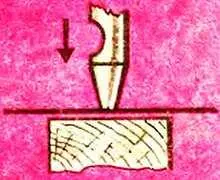
Рис. 12
На верстаке жестянщика есть тиски и правочная плита — лист толстой стали с ровной поверхностью. На плите производят правку (выравнивание) листового металла. Инструментом для правки служат киянки — деревянные молотки (рис. 13). Киянки делают из твердых пород дерева — дуба, бука и т. п.
Хорошую небольшую киянку, не дающую при обработке листа никаких забоин, то есть вмятин на металле, делают следующим образом. Заготовку из дуба или бука вырезают так, как это показано на рис. 14. Насаживают киянку на ручку, а один торец киянки обтягивают резиновым наконечником от костыля. Зубчики на резиновом наконечнике срезают ножом и опиливают рашпилем.
Вырезанные из листа заготовки соединяют между собой так называемыми жестяницкими замками (о них будет сказано ниже). Для получения замка каждый кусок листа предварительно должным образом отгибают (отбортовывают) по краю.
Отбортовку производят на специальных ломах — брусках квадратного сечения с конусообразными концами (рис. 15). В домашних условиях вместо лома используют отрезок уголковой стали, укрепленный на краю верстака.
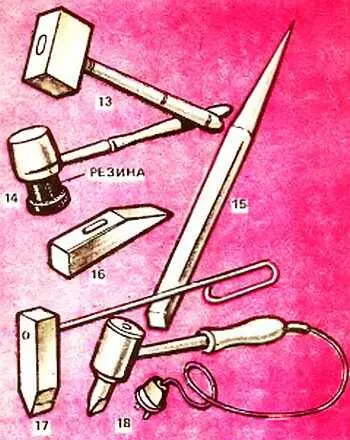
Рис. 13–18
Молоток, которым производят жестяницкие работы, весит обычно 200–400 г, носок такого молотка скошен в одну сторону и заострен (рис. 16).
Кроме перечисленного инструмента, жестянщику нужны плоскогубцы, кусачки, напильники, стальные щетки, шаберы и прочий слесарный инструмент.
Паяльные работы. Паяльные работы занимают у жестянщика особое место, с помощью их осуществляется герметичность швов.
Основным инструментом для пайки является паяльник молоткового типа (рис. 17) массой 500 г. Нагрев его жестянщик осуществляет паяльной лампой или на газовой плите. Удобен в работе электрический паяльник молоткового типа мощностью 200–300 Вт (рис. 18).
Читать дальшеИнтервал:
Закладка:

![Мэриэнн Пауэр - Какая чушь [Как 12 книг по психологии сначала разрушили мою жизнь, а потом собрали ее заново] [litres]](/books/1062447/merienn-pauer-kakaya-chush-kak-12-knig-po-psihologi.webp)