Евгения Сбитнева - Кровельные работы

- Название:Кровельные работы
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгения Сбитнева - Кровельные работы краткое содержание
В книге рассказывается о том, какие инструменты и материалы нужны для кровельных работ, какие существуют виды крыш и какова техника их монтажа, каким образом проводятся работы в зимнее и летнее время, как осуществить ремонт уже сделанной кровли, как провести отделку кровли.
Книга предназначена для широкого круга читателей.
Кровельные работы - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Швы конструкций, несущих большую нагрузку и имеющих значительную толщину свариваемых поверхностей, обычно сваривают способом «каскад» (рис. 111, г) или «горка» (рис. 111, д).
Чтобы в зоне сварки не возникали объемные напряжения, ведущие к образованию трещин, необходимо во время работы поддерживать в ней высокую температуру. Величина сварочного тока влияет на толщину шва свариваемых деталей из низкоуглеродистой стали. Она может колебаться от 3 до 5 мм.
При силе тока, равной 100 А, происходит расплавление металла на глубину 1 мм с термической обработкой нижнего слоя на глубину 1–2 мм. Если сила тока достигает 200 А, то толщина слоя возрастает до 4 мм. При этом происходит термическая обработка нижнего слоя на глубину 2–3 мм.
Если сварка ведется на весу (рис. 112), то необходимо обеспечить максимальный провар корня шва и сформировать качественный обратный валик. В этом случае хорошо зарекомендовал себя способ сварки на съемной медной (рис. 113) или остающейся стальной подкладке (рис. 114). При этом в медной подкладке делается формирующая канавка. Чтобы расплавленный металл не вытекал из сварочной ванны, необходимо обеспечить плотное обжатие подкладок к свариваемым кромкам. Остающиеся подкладки не всегда технологичны, так как увеличивают расход металла. Если допустима выпуклость обратной стороны, то допускается подварка корня шва с последующей укладкой основного шва (рис. 115).
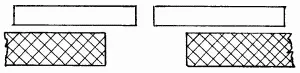
Рис. 112. Сварка на весу.

Рис. 113. Сварка на медной съемной подкладке.

Рис. 114. Сварка на остающейся стальной подкладке.

Рис. 115. Сварка с предварительным подварочным швом.
Правильная заварка кратера при обрыве дуги – окончание сварки – играет важную роль в сварочном процессе.
В зоне кратера скапливается наибольшее количество вредных примесей, образовавшихся в процессе кристаллизации металла. В этой зоне трещины образуются наиболее часто. Если сварка закончена, то при обрыве дуги не рекомендуется резко отводить электрод от изделия. Перемещения электрода следует прекратить и до обрыва медленно удлинять дугу. Такой прием способствует заполнению кратера электродным металлом. В некоторых случаях, например при сварке низкоуглеродистой стали, кратер выводят на основной металл, в сторону от шва. Если понадобилась смена электродов или произошел случайный обрыв дуги, то ее можно возбудить на еще нерасплавленном основном металле перед кратером. Металл проплавляют на кратере. Если ведется сварка стали, которая образует закалочные структуры, то вывод кратера в сторону недопустим из-за возможности образования трещин.
Основными параметрами нормального режима сварки являются величина и полярность тока, диаметр электрода, скорость сварки и напряжение на дуге. Существуют и дополнительные параметры – толщина покрытия электрода и его состав, положение электрода и положение изделия.
Сварочный ток выбирают, ориентируясь на марку и диаметр электрода, учитывая при этом положение шва в пространстве, вид соединения, а также толщину свариваемого изделия. При этом сила тока должна быть максимально возможной. Чем больше ток, тем выше производительность труда и больше наплавляется металла. Увеличение силы тока влияет также на глубину провара.
Полярность тока и его вид (постоянный или переменный) оказывают влияние на размеры шва и его форму. Если сварка ведется при постоянном токе, имеющем обратную полярность, то глубина провара на 50 % больше, чем при постоянном токе прямой полярности. Это объясняется тем, что на аноде и катоде выделяется разное количество теплоты. Глубина провара при сварке переменным током на 15 % меньше той, которая получается при сварке постоянным током прямой полярности.
На диаметр электрода влияют толщина свариваемого металла, вид соединения и форма подготовленных кромок под сварку. Если ведется сварка стыков металла, толщина которых достигает 4 мм, то используются электроды того же диаметра, что и толщина кромок.
Если свариваемый металл имеет большую толщину, то задействуются электроды диаметром 4–8 мм. При этом должны соблюдаться условия провара основного металла. Если стыковые швы имеют несколько слоев, то желательно первый шов выполнить электродом диаметром 3–4 мм, с обязательной сваркой последующих слоев электродами большего диаметра.
Техника выполнения горизонтальных, вертикальных и потолочных швов
Если сварка швов ведется в положениях, отличающихся от нижнего, то возникает вероятность вытекания расплавленного металла из сварочной ванны. В таких положениях металл может капать мимо нее. Для предотвращения этого сварку следует вести наиболее короткой дугой, ведя поперечные колебания электродов.
Слой расплавленного металла удерживается от вытекания из сварочной ванны силой поверхностного натяжения. Чем тоньше пленка расплавленного металла, тем больше вероятность ее удержания этой силой. Достигается это за счет периодического отведения в сторону от ванны конца электрода. Такое отведение создает возможность быстрой кристаллизации металла. Удерживать металл от вытекания помогают и такие приемы, как понижение на 10–20 % силы тока и применение электродов уменьшенного диаметра: для вертикальных и горизонтальных швов – не более 5 мм, для потолочных – 10 мм.
Сварку таких швов можно осуществлять как на подъем, так и на спуск (рис. 116).
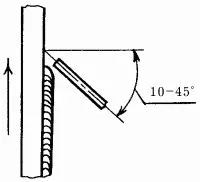
Рис. 116. Вертикальный шов.
При сварке на подъем нижележащий металл шва, который почти закристаллизовался, удерживает расплавленный металл, находящийся в сварочной ванне. Сварка на подъем дает возможность более тщательно проваривать корень шва и кромки, так как расплавленный металл стекает с электрода прямо в сварочную ванну. Недостатком данного способа является грубый внешний вид шва: его поверхность как будто покрыта чешуей.
При сварке на спуск трудно получить качественный провар места соединения деталей, так как шлак и расплавленный металл подтекают под дугу. При малом значении силы поверхностного натяжения происходит вытекание металла из сварочной ванны.
Читать дальшеИнтервал:
Закладка: