Евгения Сбитнева - Кровельные работы

- Название:Кровельные работы
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгения Сбитнева - Кровельные работы краткое содержание
В книге рассказывается о том, какие инструменты и материалы нужны для кровельных работ, какие существуют виды крыш и какова техника их монтажа, каким образом проводятся работы в зимнее и летнее время, как осуществить ремонт уже сделанной кровли, как провести отделку кровли.
Книга предназначена для широкого круга читателей.
Кровельные работы - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Сварочный ток принимается из расчета не более 60 А на 1 мм диаметра электрода – это обеспечит устойчивость процесса и минимальные потери при разбрызгивании. Электроды предварительно просушивают при температуре 150–200 °C в течение 2 ч.
При ручной аргонодуговой сварке применяют неплавящиеся вольфрамовые электроды в осушенном от влаги аргоне высшего сорта на переменном токе. Если толщина свариваемого металла равна 5–6 мм, то применяются электроды диаметром 1,5–5 мм.
Техника сварки имеет здесь свои особенности. Между электродом и присадочной проволокой должен выдерживаться угол примерно в 85–90°. При подаче присадки используют возвратно-поступательные движения. Эффективная защита достигается оптимальным расходом газа. Металл толщиной до 10 мм сваривают справа налево: этот прием позволяет снизить перегрев свариваемого металла.
Основным способом сварки неповоротных стыков магистральных трубопроводов или отдельных труб в непрерывную является ручная сварка электродами. Преимуществами такой сварки являются простота работы и возможность применения его в разных климатических условиях.
Сварные трубы, которые применяют при прокладке технологических, магистральных и производственных трубопроводов, имеют наружный диаметр 4–1620 мм при толщине стенок 0,3–25 мм. Сварные трубы выпускают с прямым продольным или спиральным сварным швом.
Цельнокатанные трубы изготавливают из низкоуглеродистой мартеновской стали с пределом прочности 350–550 МПа. Промышленность выпускает трубы наружным диаметром 114–426 мм и толщиной стенки 4,5–20 мм.
Магистральные трубопроводы нефтяных заводов, а также трубопроводы для транспортирования жидких и агрессивных веществ монтируются из цельнокатанных труб, изготовленных из легированных жаропрочных и нержавеющих сталей.
Алюминиевые трубы предназначены для магистральных трубопроводов и трубопроводов нефтезаводов, которые находятся в средах, вызывающих коррозию. Сортаментом для этих труб предусмотрены наружные диаметры 120–280 мм и толщина стенок 10–30 мм. Для сборки магистральных и заводских производственных трубопроводов применяются специальные фасонные части. Их применяют для углов поворотов, участков ответвления и пр. Такие части представляют собой крутоизогнутые угольники, двойники, тройники, переходы, изготавливаемые из стали 20 путем протяжки или штамповки. Применяют и сварные фасонные части. Крутоизогнутые угольники выпускают с наружным диаметром 48–529 мм при толщине стенок 4,5–12 мм и среднем радиусе 80–500 мм. Сварные отводы чаще всего делают из нескольких частей (рис. 119).
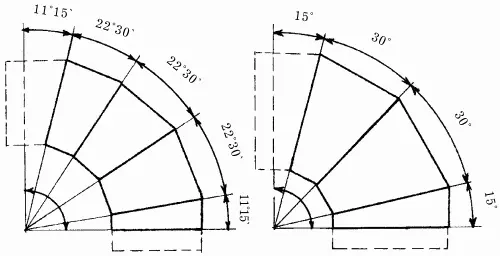
Рис. 119. Типы сварных отводов.
Монтаж магистральных и производственных трубопроводов предусматривает сварку как основной способ соединения. Ее ведут при температуре окружающего воздуха не ниже -20 °C, так как при более низких температурах происходит интенсивное насыщение расплавленного металла шва такими газами, как кислород и водород. Такое насыщение вызывает пористость и ведет к снижению механической стойкости сварного шва.
Подготовка кромок труб к сварке и качество сборки стыков оказывают влияние на качество сварного соединения. Основными типами сварных соединений труб являются v-образное или чашеобразное стыковое. В подготовку входят правка свариваемых концов, очистка кромок от грязи и масла и сборка. Для правки труб применяют механические, гидравлические и пневматические приспособления.
Кромки под сварку готовят на заводах-изготовителях труб. Угол скоса составляет 25–30°. Если скос отсутствует, следует снять фаску резцом или резаком-труборезом.
Очистка свариваемых кромок заключается в удалении масла и органических покрытий бензином или специальным растворителем. Если имеются грязь и ржавчина, то их счищают с помощью стальных щеток или абразивных кругов.
Сборка стыков под сварку состоит в том, что кромки труб совмещают таким образом, чтобы поверхность свариваемых труб совпадала и не была нарушена ось нитки трубопровода. Необходимо, чтобы зазор между кромками имел одинаковые размеры по всему контуру шва. При сборке часто используют центратор. Стыки после сборки прихватывают сварными швами длиной 60–80 мм с расстоянием между прихватами 300–400 мм при диаметре труб до 300 мм. Желательно выполнять прихватки теми же электродами, что и стык. Такой прием позволяет обеспечить однородность наплавленного металла и хорошее качество шва.
Если применяется внутренний центратор, то вместо прихватки применяют сплошную заварку корня шва в виде первого слоя.
Режимы сварки
Если ведется ручная дуговая сварка, то ее выполняют в 2–3 слоя, так как многослойная сварка обеспечивает глубокий провар корня и повышает плотность сварного соединения. Такой способ применяют с поворотом и без поворота свариваемых стыков.
При сварке поворотных стыков применяется следующий способ (рис. 120): первым слоем заваривают участки от точки 1 до точки 2 и от точки 4 до точки 3 на всех стыках труб.
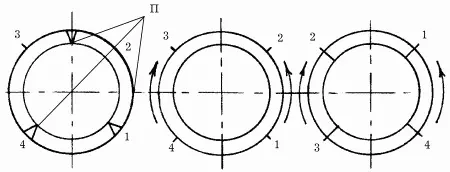
Рис. 120. Последовательность сварки поворотных стыков.
После этого секцию поворачивают на 90° и заваривают участки от точки 4 до точки 1 и от точки 3 до точки 2. Чтобы не образовался прожог металла, рекомендуется производить сварку первого слоя электродами диаметром 4 мм при сварочном токе 120–140 А. Наварку слоев следует выполнять в одном направлении с постепенным поворотом свариваемой секции.
Если сваривается неповоротный стык, то сварку ведут при соединении секций в одну плеть и окончательном монтаже трубопровода. Порядок наложения сварных швов следующий: первый слой – швы 1, 2, 3 завариваются снизу вверх; последующие – сверху вниз.
Замки, или замыкающие участки в смежных слоях шва, должны отстоять друг от друга на расстоянии примерно 60–100 мм; в потолочной части шва удобно заканчивать сварку на расстоянии 50–70 мм от нижней точки. Если сварку неповоротных стыков выполнить невозможно, то применяют комбинированный способ (рис. 121).
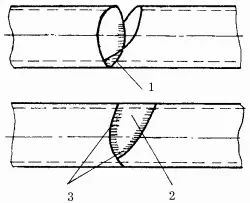
Рис. 121. Комбинированный способ сварки: 1 – нижняя часть шва; 2 – вставка; 3 – верхняя часть шва.
При этом способе сваривают стык со вставкой 2, при этом нижняя часть шва 1 заваривается с внутренней стороны; верхняя часть шва 3 заваривается с наружной стороны. Тип применяемых электродов тот же, что и при сварке поворотных стыков.
Читать дальшеИнтервал:
Закладка: