Евгения Сбитнева - Кровельные работы

- Название:Кровельные работы
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгения Сбитнева - Кровельные работы краткое содержание
В книге рассказывается о том, какие инструменты и материалы нужны для кровельных работ, какие существуют виды крыш и какова техника их монтажа, каким образом проводятся работы в зимнее и летнее время, как осуществить ремонт уже сделанной кровли, как провести отделку кровли.
Книга предназначена для широкого круга читателей.
Кровельные работы - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Газовая сварка углеродистых сталей
Нужно сразу заметить, что при работе с высокоуглеродистой сталью следует применять только наплавку или пайку; газовую сварку использовать нельзя.
В отношении низко– и среднеуглеродистых сталей возможно применение газовой сварки, эффективность которой в смысле прочности шва будет тем выше, чем меньше содержание углерода в стали. Таким образом, очень хорошая свариваемость будет у низкоуглеродистой стали, особенности сварки которой изложены ниже.
Низкоуглеродистая сталь подвергается газовой сварке без использования флюсов; в результате получаются швы с хорошими механическими параметрами. В качестве рабочего газа следует использовать смесь ацетилена и кислорода. Сразу после сварки нужно произвести проковку шва при температуре вишнево-красного накала.
Потом необходимо медленно охладить сваренную конструкцию. При сварке изделий из низкоуглеродистой стали можно использовать присадки с меньшим содержанием углерода, чем в основном металле. Это нужно для того, чтобы предупредить появление пористости. Указанные технологические особенности относятся к работе с листами или деталями толщиной до 5 мм.
При работе с металлом толщиной более 5 мм лучше всего использовать дуговую сварку с применением плавящихся электродов, которые могут функционировать в среде углекислого газа.
Необходимо отметить, что механические качества шва будут хуже в том случае, если вместо ацетилен-кислородной смеси придется применять в качестве горючего газа пропан, бутан или природный газ.
Среднеуглеродистая сталь характеризуется тем, что после сварки может появиться большая вероятность возникновения трещин, так как указанная сталь так же, как и хромистая и молибденовая, имеет тенденцию закаливаться на воздухе.
Поэтому после сварки обязательно нужно провести медленное охлаждение шва.
Получение качественного шва возможно только при применении в качестве горючего газа ацетиленокислорода; использование газов-заменителей абсолютно исключено.
Однако и применение ацетиленокислорода не позволит выполнить высококачественный шов при сварке сталей с содержанием углерода свыше 0,4 %. Для повышения качества шовного соединения следует применить дуговую сварку.
Газовая резка
Кислородная резка – роцесс сгорания металлов и их сплавов в струе технически чистого кислорода. Для этого металл вдоль линии предполагаемого разреза предварительно нагревают до температуры его воспламенения в кислороде. Таким образом, весь процесс можно подразделить на стадию подогрева ацетиленовым пламенем (или пламенем других газов) и стадию резки металла струей кислорода, во время которой происходит сгорание металла, а образовавшиеся оксиды выдуваются из участка разреза. Такая резка носит еще одно название – разделительная (рис. 124). Она предназначена для раскроя листов металла, разделки кромок под сварку, вырезки заготовок различной формы и других работ, связанных с разрезанием металла на части.
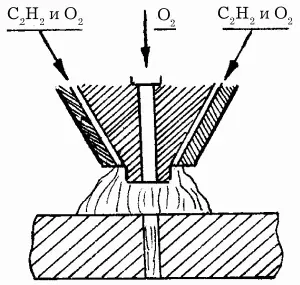
Рис. 124. Разделительная резка.
Однако вышеописанную резку можно применять и для разделки канавок, удаления поверхностного слоя металла и устранения поверхностных дефектов. В этом случае резка будет называться поверхностной (рис. 125).
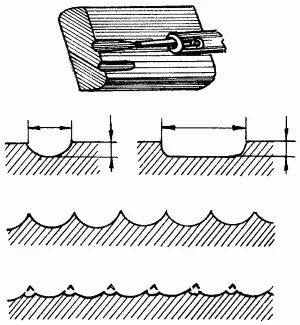
Рис. 125. Поверхностная резка.
Классификация резаков и установок для ручной резки
Такой инструмент, как кислородный резак, удобно совмещает все стадии резки и предназначен для правильного смешивания горючих газов или паров жидкости с кислородом, образования подогревающего пламени и подачи струи чистого кислорода в зону резки.
Резаки классифицируют по принципу смешения газов (инжекторные и безынжекторные), по назначению (универсальные, вставные и специальные), по применению (для ручной и машинной резки) и по виду резки (для разделительной и поверхностной резки).
В настоящее время широко используются универсальные инжекторные ручные резаки для разделительной резки, схема строения которых представлена на рисунке 126.
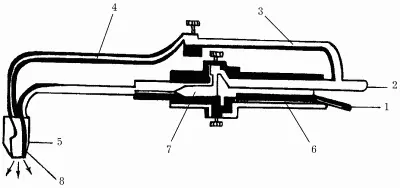
Рис. 126. Схема строения ручного резака: 1, 2 – ниппели, 3, 4 – кислородные трубки, 5 – наружный мундштук, 6 – инжектор, 7 – смесительная камера, 8 – внутренний мундштук.
За образец взят резак средней мощности Р2А-01, применяемый для ручной резки низкоуглеродистой и низколегированной стали толщиной до 200 мм. Принцип действия горелки заключается в следующем. Ацетилен подается по шлангу к ниппелю 1, а кислород – к ниппелю 2. От ниппеля 2 кислород идет по двум направлениям. Одна часть кислорода, как и в обычных сварочных горелках, попадает в инжектор 6, а потом в смесительную камеру 7. В последней образуется горючая смесь кислорода с ацетиленом, который поступает через ниппель 1. Далее смесь идет по трубке, проходит через кольцевой зазор между наружным 5 и внутренним 8 мундштуками и образует подогревательное пламя. Остальная часть кислорода через трубки 3 и 4 продвигается к центральному отверстию внутреннего мундштука 8 и создает струю режущего кислорода.
В небольших мастерских сейчас используются специальные, универсальные и вставные резаки малой, средней и большой мощности.
Специальные резаки марок РПА-2-72, РПК-2-72, РЗР-2, РК-02 могут разрезать металл толщиной от 200 до 800 мм.
Резак РЗР-2 массой 5,5 кг в качестве горючего газа использует пропан-бутановую смесь, максимальный расход которой 7,5 м3/ч. Наибольший расход кислорода 114,5 м3/ч. Инструмент имеет сопло для смешивания кислорода и горючего газа. Давление горючего газа на входе в резак составляет не ниже 0,05 МПа (0,5 кгс/см2), а для контроля давления кислорода имеется манометр. Поступление горючего газа происходит от распределительных рамп или от цеховых магистралей. Если используется магистраль, то нужно иметь пропан-бутановую рампу на 3 баллона и кислородную рампу на 10 баллонов. РЗР-2 применяется для резки прибылей, поковок и отливок из низкоуглеродистых и низколегированных сталей; он способен резать металл толщиной до 800 мм.
Резак РК-02, или керосинорез, имеет обогреваемый подогревающим пламенем испаритель. В качестве горючего используется бензин или керосин (или их смесь). Это горючее поступает из шаровидного бачка БГ-02 объемом 8 л под давлением 0,3 МПа (3 кгс/см3). Бачок имеет предохранительный клапан и ручной насос. Российской промышленностью резак РК-02 производится в виде комплекта КЖГ-1 вместе с бачком БГ-02 для резки с использованием только жидкого горючего. Инструмент предназначен для разделительной ручной резки металлургического лома, листового металла, рельсов и скрапа толщиной до 200 мм.
Читать дальшеИнтервал:
Закладка: