Евгения Сбитнева - Кровельные работы

- Название:Кровельные работы
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгения Сбитнева - Кровельные работы краткое содержание
В книге рассказывается о том, какие инструменты и материалы нужны для кровельных работ, какие существуют виды крыш и какова техника их монтажа, каким образом проводятся работы в зимнее и летнее время, как осуществить ремонт уже сделанной кровли, как провести отделку кровли.
Книга предназначена для широкого круга читателей.
Кровельные работы - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Резаки РПК-2-72 и РПА-2-72 массой по 2,5 кг и длиной 13,5 см снабжены корпусом с внутренним и наружным мундштуками, рычагом пуска режущего кислорода и несколькими вентилями. С целью получения широкой и мягкой струи режущего кислорода диаметры выходных каналов в мундштуках и проходные сечения немного больше, чем в универсальных резаках.
Универсальные резаки Р2А-01 и Р3П-01, соответственно средней и большой мощности, имеют достаточно большие диаметры каналов мундштуков, смесительной камеры и инжектора. Резак Р2А-01 предполагает использование ацетилена, а резак Р3П-01 – бутана, пропана и природного газа.
Установка УФР-5 предназначена для порошково-кислородной резки железобетона толщиной до 300 мм и работает на пропане или бутане в смеси с кислородом. В состав аппарата входит флюсоноситель на тележке, резак, крепление для баллонов и копьедержатель, предназначенный для фиксирования трубы, по которой поступает кислород. Флюс представляет собой смесь двух порошков: железного (75–85 %) и алюминиевого (15–25 %); причем воздух используется в качестве флюсонесущего газа. Глубина отверстия, прожигаемого в железобетоне УФР-5, может составить 1,5 м.
Шарнирные установки АСШ («Огонек») и АСШ-В для кислородной резки имеют пантограф, позволяющий производить фигурную вырезку одновременно трех деталей небольших размеров при толщине материала от 5 до 100 мм при скорости резания до 1600 мм/мин. Масса этих установок около 350 кг, и они обеспечивают при использовании только одного резака первый класс точности.
Установка УГПР по конструкции напоминает УФР-5, однако имеет некоторые особенности. Установка имеет универсальный резак Р2А-01 в блоке с механизмом подачи флюса, а также бачок флюсопитателя с редуктором ДКС-66, которые зафиксированы на тележке (рис. 127). В качестве флюса используется железный порошок ПЖ, который вдувается кислородом. Необходимо заметить, что УГПР смонтирована на базе установок УРХС-5 и УРХС-6.
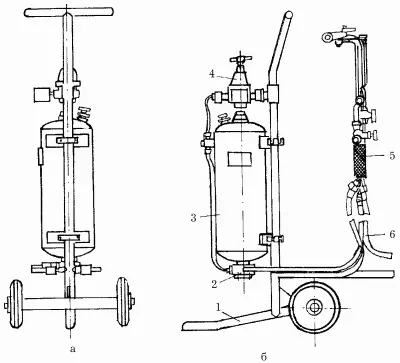
Рис. 127. Установка кислородно-флюсовой резки: а – вид спереди; б – вид сбоку; 1 – тележка, 2 – циклон, 3 – флюсопитатель, 4 – редуктор кислорода, 5 – резак, 6 – шланги.
Помимо упомянутых установок, имеются переносные машины для кислородной резки – «Гугарк», «Орбита-2» и «Спутник-3». Данные машины представляют собой самоходные тележки, перемещающиеся по разрезаемому металлу и оснащенные резаком. Последняя установка массой 18 кг предназначена для резки стальных труб диаметром от 190 до 1620 мм при толщине стенки от 5 до 75 мм со скоростью 100–900 мм/мин.
Нужно сразу заметить, что данной резке поддаются только те металлы, которые удовлетворяют следующим главным требованиям.
Температура плавления металла должна быть больше температуры воспламенения его в кислороде. В противном случае металл будет только плавиться, но не будет сгорать. Например, низкоуглеродистая сталь имеет температуру воспламенения в кислороде 1300–1350 °C, а температуру плавления – около 1500 °C.
Однако повышение количества углерода в стали будет сопровождаться увеличением температуры воспламенения в кислороде и уменьшением температуры плавления. В связи с этим резка стали с повышенным содержанием углерода и примесей становится проблематичной.
Температура плавления металла должна быть выше температуры плавления оксидов. Данное требование необходимо для того, чтобы образующиеся при резке оксиды легко выдувались кислородом и не мешали дальнейшему окислению и резке. Например, при резке алюминия образуются оксиды с температурой плавления приблизительно 2050 °C, а при резке хромистых сталей – оксиды с температурой плавления около 2000 °C. Совершенно очевидно, что эти оксиды покрывают поверхность металла и прекращают тем самым дальнейший процесс резки.
Теплопроводность металла должна быть как можно меньшей, ибо при большой теплопроводности сообщаемая металлу теплота быстро уходит из зоны резки и подогреть такой металл до температуры воспламенения будет трудно.
Количество выделяющейся при сгорании металла теплоты должно быть достаточно большим, так как эта теплота нагревает пограничные с зоной резки участки металла и тем самым обеспечивает непрерывность процесса резки. Так, например, при резке низкоуглеродистой стали 65–70 % суммарного количества теплоты выделяется от сгорания металла в струе кислорода, остальные 30–35 % составляет теплота от подогревающего пламени резака.
Возникшие при резке шлаки должны быть достаточно текучими и без труда выдуваться из разреза. Вязкие и тугоплавкие шлаки будут серьезно затруднять процесс резки.
Перед началом резки нужно тщательно очистить поверхность разрезаемого металла от ржавчины, окалины, грязи и краски. Для их удаления необходимо медленно провести пламенем резака по поверхности металла вдоль предполагаемой линии разреза. При этом окалина отстает от металла, а краска и масло выгорают. После этого следует зачистить металлическую поверхность щеткой.
Необходимо заметить, что разные металлы в разной степени подвергаются кислородной резке. Низкоуглеродистые стали с содержанием углерода не более 0,3 % режутся очень хорошо, тогда как среднеуглеродистые стали (с количеством углерода не выше 0,7 %) режутся несколько хуже. Высокоуглеродистые стали режутся с большим трудом, а при содержании углерода свыше 1 % резка неосуществима без добавки специальных флюсов. Высоколегированные стали газокислородной сварке не поддаются, для их резки нужно использовать плазменно-дуговую или кислородно-флюсовую резку, которой можно разрезать еще медь, латунь, бронзу. Для разделки алюминия и его сплавов применима плазменно-дуговая резка. Таким образом, после характеристики разрезаемости следует изучить особенности технологии резки разных металлов в зависимости от их толщины, вида разрезаемого профиля, химического состава и деформируемости в результате высокотемпературного воздействия.
Если толщина металла не достигает 300 мм, то достаточно нормального пламени. При толщине металла свыше 400 мм длину факела подогревающего пламени нужно увеличить за счет избытка притока ацетилена. Это позволит глубоко прогреть металл. Скорость резки играет большую роль в эффективности выполняемой работы. Скорость перемещения резака должна соответствовать скорости горения металла. Самым простым способом определения скорости будет являться характер выброса искр и шлака (рис. 128).
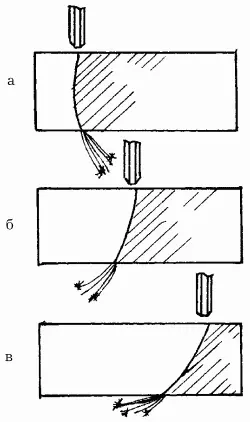
Рис. 128. Определение скорости резки по выбросу искр: а – медленная скорость резания; б – нормальная скорость резания; в – быстрая скорость резания.
Читать дальшеИнтервал:
Закладка: