Евгения Сбитнева - Кровельные работы

- Название:Кровельные работы
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгения Сбитнева - Кровельные работы краткое содержание
В книге рассказывается о том, какие инструменты и материалы нужны для кровельных работ, какие существуют виды крыш и какова техника их монтажа, каким образом проводятся работы в зимнее и летнее время, как осуществить ремонт уже сделанной кровли, как провести отделку кровли.
Книга предназначена для широкого круга читателей.
Кровельные работы - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Если скорость движения резака правильная, то поток искр и шлака вырывается из разреза прямо вниз, а кромки получаются чистыми, без натеков и подплавлений. При малой скорости поток искр опережает резак, а кромки разреза оплавляются и покрываются натеками. При большой скорости сноп искр отстает от резака, а металл в нижней кромке не успевает сгорать, поэтому сквозное прорезание прекращается.
Производительность резки зависит и от правильного положения резака. Резка листовой стали толщиной до 50 мм выполняется следующим образом. В самом начале резки на край разрезаемого металла нужно направить подогревающее пламя для нагрева кромки до температуры оплавления. Потом мундштук резака нужно установить перпендикулярно к поверхности разрезаемого металла так, чтобы струя подогревающего пламени, а затем и режущего кислорода располагалась вдоль вертикальной грани металла. После прогрева металла до температуры воспламенения следует пустить струю режущего кислорода. Перемещать резак нужно лишь после того, как металл будет прорезан на всю его толщину в самом начале линии резания.
Чтобы не допустить отставания резки в нижних слоях металла, в конце процесса нужно сделать угол наклона резака в 20–30° в сторону, обратную его движению, а скорость движения инструмента уменьшить.
При работе с металлом большей толщины (100–200 мм) угол наклона следует уменьшить до 10–15°. Предварительный подогрев до 300–400 °C позволит провести резку с повышенной скоростью. Положение резака в процессе работы показано на рисунке 129. Ширина и чистота разреза зависят от способа резки и толщины металла. Машинная резка дает меньшую ширину разреза и более чистые кромки, чем ручная резка. Чем толще разрезаемый металл, тем больше ширина разреза.
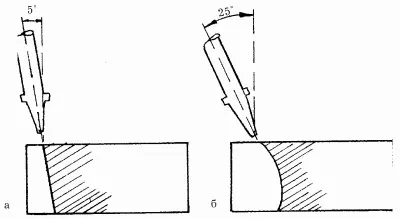
Рис. 129. Положение резака при работе с листовой сталью: а – начало резки; б – процесс резки.
Если происходит разрезание заготовок круглого сечения, то в начале резки угол наклона резака нужно сделать большим, а затем постепенно уменьшать его в процессе работы вплоть до перпендикулярного положения резака (рис. 130). Следует заметить, что при вырезке фигурных деталей положение резака по отношению к поверхности металла должно быть строго перпендикулярно. При резке нескольких листов металла их необходимо закрепить в пакет, чтобы сделать процесс производительным. Кромки листов в месте начала резки нужно сложить так, как это продемонстрировано на рисунке 131.
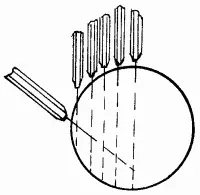
Рис. 130. Положение резака при работе с круглыми заготовками.
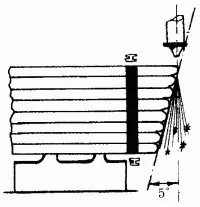
Рис. 131. Пакетирование листов металла.
Прожигание отверстий имеет ряд особенностей. При толщине металла до 20 мм сначала нужно выполнить подогревание до требуемой температуры, затем подогревающее пламя необходимо выключить, а режущий кислород пустить плавным открытием вентиля на резаке. От горячего металла кислород самовоспламеняется. Такой порядок действий позволяет предотвратить обратные удары пламени.
При толщине металла 20–50 мм лист или деталь нужно установить в вертикальном или наклонном положении для того, чтобы сток шлаковых образований происходил незамедлительно. При этом первоначальное отверстие высверливается на небольшую глубину. Далее ход работы такой же, как и в предыдущем случае.
Мундштук при работе следует держать от поверхности металла на определенном расстоянии. Для этого можно использовать тележку или другие приспособления, которые крепятся к головке резака.
При резке металла толщиной до 100 мм расстояние между поверхностью металла и торцом мундштука должно быть на 2–3 мм больше длины ядра пламени.
При разрезании металла толщиной свыше 100 мм и при резке, выполняемой на газах-заменителях ацетилена, расстояние следует увеличить на 30–40 % для предотвращения перегрева мундштука.
Номера мундштуков (внутренних и наружных) необходимо выбирать в зависимости от толщины металла.
Таким образом, ручная резка может быть успешной только тогда, когда работающий соблюдает рекомендуемый угол наклона резака, точно определил место начала резки, тщательно выбрал номера мундштуков и горючий газ.
Резку труб можно производить с использованием ацетилена и его заменителей. При осуществлении резки трубу можно вращать роликами, как это показано на рисунке 132.
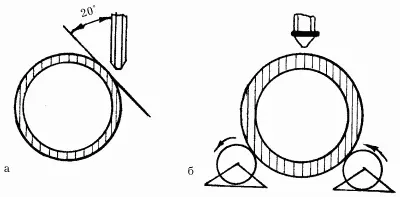
Рис. 132. Разрезание труб: а – скоростная резка; б – резка на роликах.
На данном рисунке приведено и правильное положение резака, при котором участок взаимодейсвия металла с кислородом резко увеличивается, а образующийся в процессе работы шлак нагревает пограничные зоны трубы. Это, в свою очередь, очень улучшает условия резки металла. Вместе с тем такое положение резака удлиняет сроки предварительного подогрева металла до температуры воспламенения до 60–70 с.
Чтобы сократить время нагрева, нужно сразу же ввести в участок разрезания стальной пруток или железный порошок. Тогда скорость резки труб с толщиной стенки до 12 мм и диаметром 300–1020 мм составит 1,5–2 м/мин.
При резке отливок и поковок толщиной 300–800 мм можно воспользоваться ручным резаком типа РЗР-2, которому в начале резки нужно придать перпендикулярное по отношению к разрезаемой поверхности положение (или под углом в 5° в сторону, противоположную движению). Затем следует насквозь прорезать металл в месте начала линии разреза после предварительного подогрева. Далее надо начать перемещение инструмента под тем же углом, а к концу реза нужно сделать угол наклона инструмента в 10–15° в сторону, обратную движению, и уменьшить скорость движения. Это необходимо для окончательного прорезания конечного участка.
Деформация при резке и борьба с ней. Неравномерный нагрев и охлаждение деталей или заготовок в процессе резки приводит к возникновению остаточных напряжений в металле и деформации. Чтобы этого не произошло, нужно выполнять при работе нижеперечисленные практические рекомендации:
– перед началом работы следует провести отпуск;
– резку начинать всегда с наибольшей по длине кромки, а заканчивать на короткой кромке;
– сначала вырезать мелкие детали, а потом крупные;
– скорость резки должна быть предельно высокой, чтобы кромки металла сильно не разогревались;
– вырезка отверстий должна проводиться раньше других работ;
Читать дальшеИнтервал:
Закладка: