Евгения Сбитнева - Кровельные работы

- Название:Кровельные работы
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгения Сбитнева - Кровельные работы краткое содержание
В книге рассказывается о том, какие инструменты и материалы нужны для кровельных работ, какие существуют виды крыш и какова техника их монтажа, каким образом проводятся работы в зимнее и летнее время, как осуществить ремонт уже сделанной кровли, как провести отделку кровли.
Книга предназначена для широкого круга читателей.
Кровельные работы - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Выполнение потолочного шва (рис. 117) представляет определенные трудности. По возможности следует заменять этот трудоемкий вид каким-либо другим. При таком способе сварку производят, периодически замыкая конец электрода на сварочную ванну.
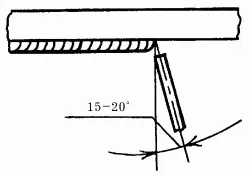
Рис. 117. Потолочный шов.
Металл сварочной ванны начинает кристаллизоваться, тем самым уменьшая объем сварочной ванны. Параллельно этому в сварочную ванну вносится расплавленный электродный металл. Подрезы образуются при удлинении дуги. Сварка таких швов создает неблагоприятные условия для выделения шлаков и газов из сварочной ванны.
Горизонтальные стыковые швы (рис. 118), в отличие от вертикальных, более сложны в выполнении.
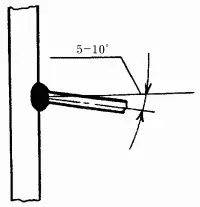
Рис. 118. Горизонтальный шов.
Объясняется это тем, что расплавленный металл стекает из сварочной ванны на нижнюю кромку, что влечет за собой образование подреза по верхней кромке. По этой причине сварку металла повышенной толщины производят со скосом только одной верхней кромки. Нижняя помогает удерживать расплавленный металл в сварочной ванне. В нахлесточных соединениях сварка угловых швов не представляет особых трудностей и выполняется по тому же способу, что и сварка в нижнем положении.
Особенности сварки различных материалов
Хорошо свариваются низкоуглеродистые стали, содержащие до 0,25 % углерода. Такие соединения легко обрабатываются режущими инструментами. Чтобы исключить перегрев и образование закалочных структур, используют многослойную сварку с большим интервалом времени между наложением слоев. Дуговую сварку металла толщиной 2 мм обычно ведут на постоянном токе обратной полярности. Изделия толщиной более 15 мм подвергают после сварки термообработке. Сварка толстого металла «каскадом» или «горкой» с замедлением скорости охлаждения металла и околошовной зоны предупреждает образование закалочных структур. Дефектные участки обычно подваривают швами нормального сечения длиной не менее 100 мм или предварительно подогревают до температуры 150–200 °C.
Сварка таких марок сталей часто чревата образованием трещин как в основном, так и в наплавленном металле. Чтобы получить качественное соединение, необходимо соблюдать следующие соотношения между диаметром электрода и значением сварочного тока:
Диаметр электродов, мм22,53
Сварочный ток, А40–60 50–7580–100
Диаметр электродов, мм 456
Сварочный ток, А 130–150170–200200–280
При толщине свариваемого металла менее 2 мм применение ручной дуговой сварки часто вызывает образование прожогов. Чтобы избежать этого, следует выполнить следующие рекомендации:
– при сварке швов применять электроды малого диаметра (1,6–2 мм);
– сила тока должна быть минимальной – 50–70 А;
– для обеспечения устойчивого горения дуги необходимо подключать осциллятор;
– для исключения образования прожогов применять отбортовки кромок свариваемых листов.
Сварку листов, имеющих разную толщину, рекомендуется делать посредством плавного перехода от более толстого металла к тонкому, применяя осциллятор.
Сварка меди осложняется наличием примесей, имеющихся в ее составе, большой теплопроводностью и способностью сильно окисляться в расплавленном состоянии. Кроме того, медь сильно поглощает водород в расплавленном состоянии. Внутри свариваемого участка образуются пузырьки воды, которые являются причиной возникновения большого количества микротрещин. Такое явление называется водородной болезнью меди. Предупреждает образование болезни снижение количества водорода в зоне сварки путем прокалки электродов и флюсов и применения защитных газов.
Для малоответственных изделий применяется ручная сварка угольным электродом. Угольные электроды используются при толщине меди до 15 мм. Графитовые электроды применяются при большой толщине свариваемых поверхностей. Сварка ведется электродами, заточенными на конус на 1/3 его длины, постоянным током прямой полярности при плотности тока на электроде, равной 200–400 А/см2. Рекомендуется вести сварку длинной дугой и не погружать присадочный материал в ванну, а держать под углом 30° к изделию на расстоянии 6 мм от свариваемого изделия. Электрод лучше держать под углом 75–90° к свариваемому изделию. Выделяемый в процессе сварки углекислый газ является недостаточной защитой металла от окисления.
В качестве защиты хорошо зарекомендовал себя присадочный материал с раскислителем – фосфором, или флюс, состоящий из 94 % прокаленной буры и 4–6 % металлического магния. Поверхность прутка смачивают жидким стеклом, затем наносят флюс в виде пудры и просушивают.
Если толщина заготовок превышает 5 мм, то угол среза на кромках должен составлять 70–90°. При сварке используют графитовые или асбестовые подкладки. Зазор между кромками должен составлять 0,5 мм; электрод следует держать под углом 10–20° к вертикали. Если толщина соединения составляет около 5 мм, то его проковывают без подогрева; при большой толщине используют подогрев до 800 °C и последующее быстрое охлаждение. Во избежание снижения механических свойств сварка стыковых швов ведется в один слой и с одной стороны.
Если предпочтительна ручная сварка покрытыми электродами, то ее ведут на постоянном токе обратной полярности короткой дугой без поперечных колебаний. Для лучшего формирования шва рекомендуются возвратно-поступательные движения электродов. Если удлинить дугу, то это вызовет увеличение разбрызгивания и повлияет на формирование шва. Механические свойства соединений от этого снижаются.
При толщине медных заготовок до 4 мм сварка ведется без раздела кромок и подогрева. При толщине листа свыше 5 мм обязательны предварительный подогрев до температуры 250–300 °C и односторонняя разделка кромок с углом 60–70° с последующим притуплением их до 1,5–3 мм. X-образная разделка рекомендуется при больших толщинах. При сварке меди часто используют электроды «Комсомолец-100», получившие наибольшее распространение, в которых в качестве стержня используется медная проволока М1 и М2. Медные электроды диаметром менее 3 мм применяют редко, так как они имеют низкую механическую прочность.
Высокопроизводительные электроды марок АНЦ-1 и АНЦ-2 обеспечивают выполнение сварки без подогрева заготовок, имеющих толщину до 15 мм. Если использовать небольшой подогрев (250–400 °C), то эти электроды можно использовать для сварки медных изделий большой толщины.
Читать дальшеИнтервал:
Закладка: