Филипп Семёнычев - Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20

- Название:Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20
- Автор:
- Жанр:
- Издательство:Литагент «Анимедиа»68dd5ea4-ba01-11e5-9ac5-0cc47a1952f2
- Год:2013
- Город:Прага
- ISBN:978-8-0877-6285-1
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Филипп Семёнычев - Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20 краткое содержание
В книге подробно описан метод картирования потока создания ценности в виде простых логических алгоритмов, что позволит использовать её как компетентным в данной сфере читателям, так и тем, кто только начинает пользоваться этим инструментом. Еще одним немаловажным достоинством книги является инновационный подход к применению принципа Парето в сочетании с картированием потока. В книге приводятся инструменты анализа, основанные на вышеупомянутом принципе, сфера применяемости, которых не ограничивается описанным в книге инструментом. Кроме того, вы узнаете о том, какие трудности, в том числе психологического характера, могут встретиться при применении метода картирования, и научитесь их преодолевать. Важно то, что все рекомендации, данные автором, основаны на практическом опыте. Успехов в освоении!
Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20 - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Каждый продукт, как уже говорилось выше, имеет свою технологию и проходит определённые производственные этапы (операции) в процессе его преобразования в продукт. На шаге определения этапов процесса МФГ визуализирует общее наполнение процесса, указывая какие операции (этапы процесса) проходит изделие в процессе его преобразования в готовый продукт.
Здесь стоит остановиться и объяснить, почему употребляются два термина: операция и этап процесса. КПСЦ в зависимости от рассматриваемого процесса может иметь несколько уровней. Один этап процесса крупного масштаба в КПСЦ может быть представлен как КПСЦ меньшего масштаба, в котором входом и выходом будут смежные с рассматриваемым (предыдущий и последующий) этапы процесса крупного масштаба.
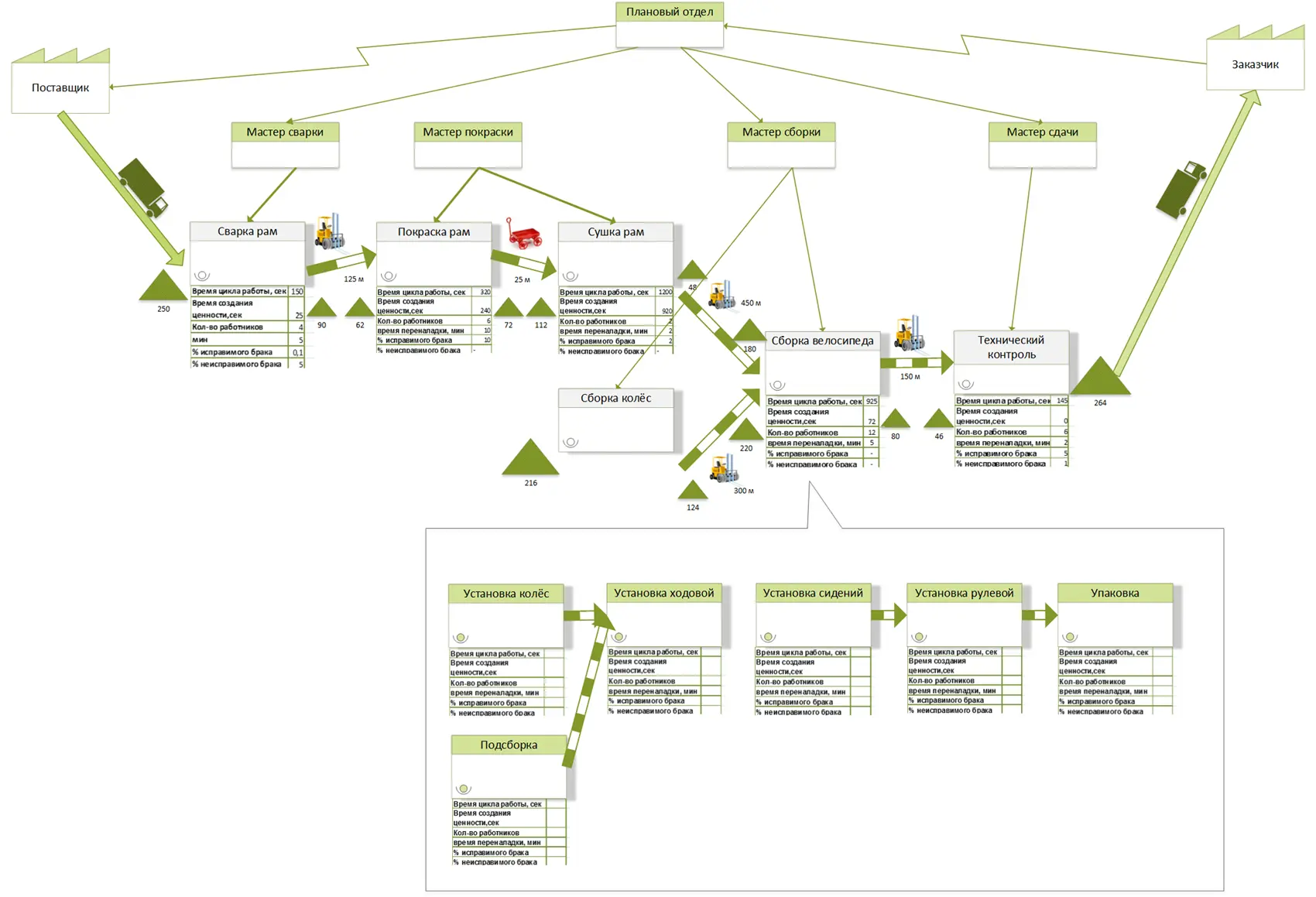
Рис. 9.1
Например, КПСЦ автосборочного завода может иметь в качестве внутреннего наполнения (этапов процесса) цеха, либо производства по изготовлению отдельных комплектующих: кабин, рам, шасси и т. п. В то же время, рассматривая отдельный этап процесса через КПСЦ второго уровня (более мелкого масштаба), внутренним наполнением становятся уже более мелкие процессы или операции, такие как штамповка, гибка, сварка и т. п. Этап процесса – более общее название внутреннего наполнения рассматриваемого процесса, а операция – это последовательность действий, выполняемая для совершения какой-либо работы. Различие лишь в масштабах рассматриваемого процесса. Возвращаясь к потоку изготовления велосипеда прокартированная, операция сборки может быть представлена отдельной последовательностью операций (см. рисунок 9.1), ограниченной Поставщиками колёс и рам и Заказчиком – следующей операцией, т. е. техническим контролем. На рисунке 9.1 видно, как один из этапов процесса раскладывается на более мелкие операции в виде «укрупнённого» участка потока.
Наполнение КПСЦ на этом шаге может быть различным, некоторые этапы процесса могут выполняться параллельно, вместе с другими. Задача МФГ состоит в том, чтобы определить все этапы процесса применительно к конкретному выбранному продукту и в рамках рассматриваемого процесса, в соответствии с его формулировкой и границами, а также определить их последовательность(параллельность, если хотите) и наполнить этой информацией текущее состояние КПСЦ, то есть визуализировать информацию.
В качестве примера (см. рисунок 9.2) приводится процесс производства велосипедов. Как видно из рисунка, основные этапы этого процесса – сварка рам велосипедов, их покраска и сушка, сборка колёс, выполняемая параллельно упомянутым операциям (соответственно и расположена на карте), далее сборка велосипедов и технический контроль. Так в первом приближении выглядела бы карта потока производства определённой марки велосипеда.

Рис. 9.2
Следующий шаг – определение параметров этапов процесса. Среди всего разнообразия возможных параметров (см. приложение 3) необходимо выбрать те, которые потребуется изучать на этапе анализа. В данной ситуации необходимо задать себе следующие вопросы: «каковы наши цели и задачи?» и «с помощью каких параметров мы можем на них воздействовать?» Возможно, вам понадобятся уже известные параметры, а, может, вы придумаете свои, специфичные для вашего процесса.
Определённые параметры этапов процесса визуализируются под каждым этапом (см. рисунок 9.3).
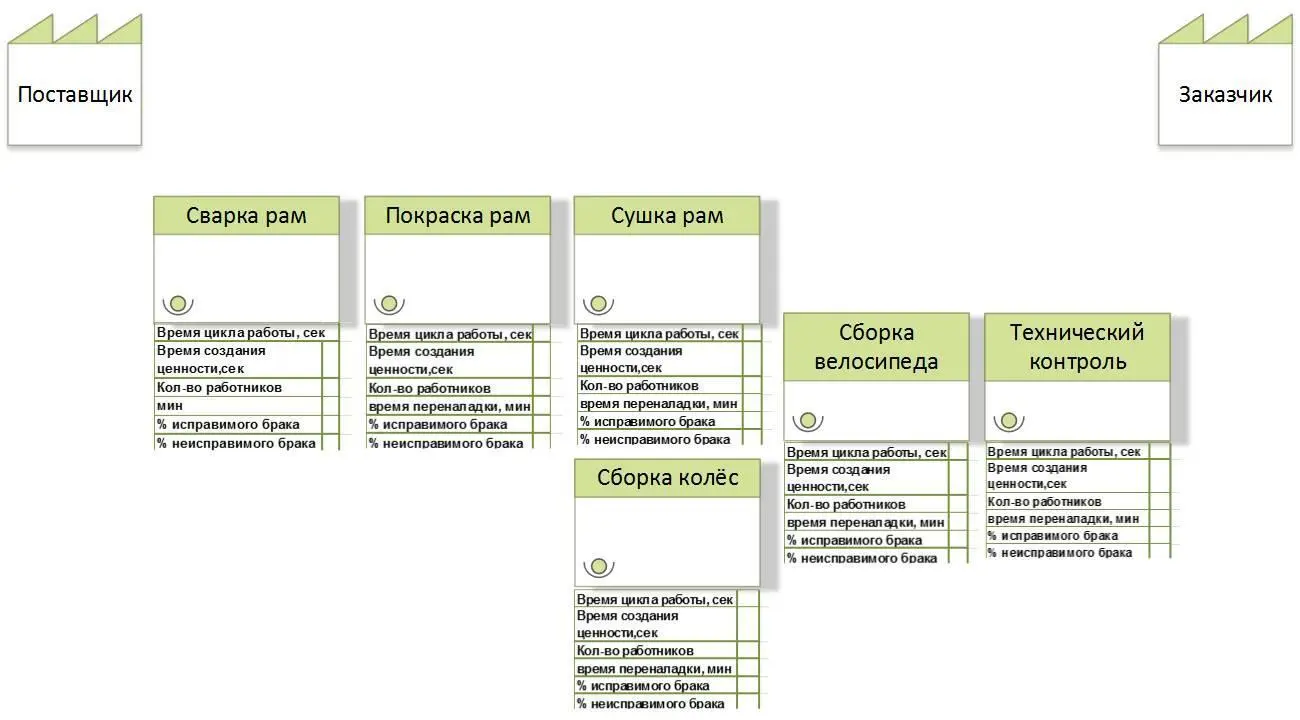
Рис. 9.3
В рассматриваемом примере основными показателями являются:
Время цикла операции, за которое производится операция над одой единицей продукции, например, сваривается одна рама велосипеда или собирается один комплект колёс. Используйте единые единицы и масштабы измерения, они существенно упростят задачу. Время создания ценности (Всц), т. е. то самое полезное время, за которое готов платить Заказчик, в течение которого продукт видоизменяется или приобретает необходимые Заказчику свойства. Например, в случае сварки рам время создания ценности – это время одновременного контакта двух свариваемых изделий и сварочного электрода (предполагая, что осуществляется электросварка). Все остальные действия (подготовка, перекладывание, крепление и т. п.) являются потерями.
Количество работников, задействованных в каждой операции. Здесь мы учитываем только тех работников, которые участвуют в преобразовании продукта и процессе добавления ценности. Если другого не оговаривается поставленными задачами, мы не учитываем управляющий и обслуживающий персонал, например мастеров и уборщиц, распределителей работ и т. п., а также персонал логистики, осуществляющий перемещение продукта между этапами процесса.
Время переналадки – это необходимое время для перехода с одного вида изделия на другое, в нашем примере это модели велосипедов, имеющие различную технологию производства и конструкцию.
Процент исправимого и неисправимого брака, т. е. доля деталей, покидающих рассматриваемый поток либо навсегда, либо переходя в начало одной из предыдущих стадий процесса.
В результате то, что получится, должно быть при первом приближении похоже на КПСЦ, по крайней мере, стороннему наблюдателю должны быть понятны стадии изготовления продукта.
Дальше начинается самое интересное. Следующий шаг – обход процесса или Go-Look-See (иди, смотри и замечай). Это один из принципов lean, означающий решение проблем в месте их возникновения, а также принятие решений из места создания ценности, т. е. когда возникает проблема – мы идём и смотрим, получая наиболее достоверную информацию при помощи собственных органов чувств (видим сами, слышим из первых уст). Применительно к картированию основные цели Go-Look-See – увидеть стадии преобразования продукта своими глазами, собрать максимальное количество достоверных данных о рассматриваемом процессе. Самый распространённый вопрос, встречающийся в начале Go-Look-See, – «Зачем куда-то идти, если мы и так всё знаем?». Это наиболее часто встречающаяся парадигма [13]у руководителей, которая в корне противоречит принципам lean и от которой необходимо постепенно избавляться. Согласно принципам lean, когда возникает проблема, вы идёте в место её обнаружения, оцениваете масштаб проблемы, возможные причины её появления, следуете в место её возникновения и принимаете решения на основе актуальной информации, полученной непосредственно на месте, а не со слов подчинённых, переданных по цепочке. Вы не просто сидите и обсуждаете проблему в кабинете, вы направляете вашу команду идти в производство (место возникновения проблемы).
Читать дальшеИнтервал:
Закладка: