БСЭ - Большая Советская энциклопедия (Пр)

- Название:Большая Советская энциклопедия (Пр)
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
БСЭ - Большая Советская энциклопедия (Пр) краткое содержание
Большая Советская энциклопедия (Пр) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Для получения труб и полых профилей из алюминиевых и магниевых, а в некоторых случаях медных и титановых сплавов используется также П. м. со сваркой ( схема д ) . Заготовка под давлением, передаваемым пресс-штемпелем, рассекается гребнем матрицы в зависимости от его конструкции на 2 или несколько потоков металла. Эти потоки затем под действием высокого давления свариваются, охватывая сплошной массой иглу матрицы, выполненную за одно целое с гребнем. Окончательно труба формируется в кольцевом зазоре между матрицей и иглой.
Существуют и другие способы прессования: труб из сплошной заготовки с предварительной прошивкой её иглой; сплошных и полых профилей плавно-переменного или ступенчато-переменного сечения; широких ребристых листов (панелей) из плоского (щелевого) контейнера и т.д. Промышленное применение находит также гидростатическое П. м. (гидроэкструзия), при котором давление на заготовку передаётся через жидкость. При этом способе силовое поле создаётся жидкостью высокого давления, подаваемой в контейнер от внешнего источника, или давлением на жидкость уплотнённого пресс-штемпеля. В современных установках для гидростатического П. м. давление жидкости в контейнере достигает примерно 3 Гн/м 2 (30 000 кгс/см 2 ) .
П. м. осуществляется как с предварительным нагревом заготовки и инструмента, так и без нагрева. Холодное прессование (т. е. без нагрева) используют при обработке легкодеформируемых металлов (олова, свинца, чистого алюминия). Холодное гидростатическое прессование вследствие весьма высоких давлений и отсутствия трения заготовки о поверхность контейнера позволяет обрабатывать и более труднодеформируемые металлы и сплавы (дуралюмины, медные сплавы, стали). Горячим прессованием получают изделия из различных металлов и сплавов: алюминиевых, титановых, медных, никелевых, а также тугоплавких металлов. Наиболее высокие температуры нагрева заготовок (до 1600—1800 °С) используют при прессовании вольфрама и молибдена.
П. м. осуществляют на горизонтальных гидравлических прессах ; реже, в основном при прессовании труб и гидроэкструзии, используют вертикальные гидравлические прессы. В некоторых случаях для холодного прессования труб из легкодеформируемых металлов используют прессы с механическим приводом. П. м. позволяет получать сплошные профили с площадью сечения 0,3—1500 см 2 и диаметром описанной окружности 1,5—90 см, круглые прутки диаметром 0,6—60 см и трубы диаметром 0,8—120 см с толщиной стенки 0,1—10 см.
Лит.: Перлин И. Л., Теория прессования металлов, М., 1964; Прозоров Л. В., Прессование стали и тугоплавких сплавов, 2 изд., М., 1969: Жолобов В. В., Зверев Г. И., Прессование металлов, 2 изд., М., 1971; Ерманок М. З., Производство полых профилей из алюминиевых сплавов прессованием со сваркой, М., 1972; Колпашников А. И., Вялов В. А., Гидропрессование металлов, М., 1973.
М. З. Ерманок.
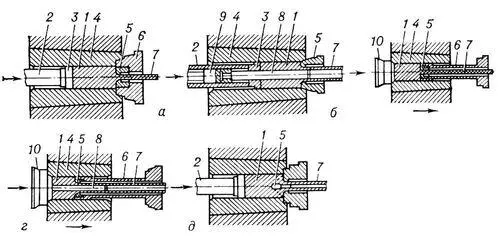
Схемы прессования профиля сплошного сечения с прямым истечением (а), трубы с прямым истечением (б), профиля сплошного сечения с обратным истечением (в), трубы с обратным истечением (г), трубы или полого профиля из заготовки сплошного сечения (прессование со сваркой, д); 1 — заготовка; 2 — пресс-штемпель; 3 — пресс-шайба; 4 — контейнер; 5 — матрица; 6 — матрицедержатель; 7 — пресс-изделие; 8 — игла; 9 — иглодержатель; 10 — пробка.
Прессование полимерных материалов
Прессова'ние полиме'рных материа'ловкомпрессионное, метод изготовления изделий из пластических масс и резиновых смесей в пресс-формах , установленных на прессе (чаще всего гидравлическом). В зависимости от температуры процесса П. и. м. подразделяют на высокотемпературное (горячее) и низкотемпературное (холодное). При горячем прессовании материал, например в виде пресс-порошка (обычно таблетированного или гранулированного) или листов, помещают в разомкнутую пресс-форму, нагретую до заданной температуры. При опускании плунжера пресса форма замыкается, материал в результате нагревания и создаваемого прессом давления растекается и заполняет формующую полость, приобретая размеры и конфигурацию изделия. Реактопласты и резиновые смеси , выдерживают в пресс-форме под давлением до завершения процесса отверждения или вулканизации, после чего плунжер пресса поднимают и выталкивают из разомкнутой формы готовое изделие. Горячее прессование термопластов применяют ограниченно, т.к. в этом случае пресс-форму перед извлечением из неё изделия необходимо охлаждать. Температура П. п. м. может изменяться в пределах 80—300 °С, давление — от 2 до 90 Мн/м 2 (20—900 кгс /см 2 ) , продолжительность выдержки под давлением — от долей мин до 30 мин. Давление тем выше, чем меньше текучесть материала и сложнее конфигурация изделия. Длительность П. п. м. определяется скоростью прогрева и отверждения (вулканизации) материала. Процесс ускоряется при загрузке в пресс-форму предварительно нагретого материала (например, токами ВЧ).
Холодное прессование используют главным образом для переработки термопластов, не размягчающихся при нагревании, например фторопластов . В этом случае материал прессуют (уплотняют) в холодных формах, а затем, после извлечения изделия из формы, подвергают термообработке (т. н. спекание).
Прессование — один из распространённых методов получения изделий из полимерных материалов, особенно термореактивных. См. также Литьевое прессование пластмасс .
Лит.: Голдинг Б., Химия и технология полимерных материалов, пер. с англ., М., 1963; Яковлев А. Д., Технология изготовления изделий из пластмасс, Л., 1968; Энциклопедия полимеров, т. 3, М. (в печати).
А. Р. Бельник.
Прессование сена
Прессова'ние се'на, механическое уплотнение рассыпного сена и формирование тюков различных размеров и плотности. В СССР сено прессуют в тюки обычно размером 35´45´85 см. Вес таких тюков при П. с. с влажностью 20% составляет (в зависимости от ботанического состава) 30—45 кг. Прессуют сено пресс-подборщиком (из валков) или стационарным прессом (из копен и стогов).
П. с. позволяет максимально снизить потери при перевозке и укладке на хранение. Объём прессованного сена в 5—8 раз меньше рассыпного, в нём лучше сохраняются наиболее ценные части растений (листья, соцветия), ароматичность, цвет и витамины (каротин). Прессованное сено менее гигроскопично, поэтому меньше подвергается порче от атмосферных осадков, чем рассыпное. Прессовать сено можно с влажностью до 25%. Хорошие результаты даёт прессование однородного по ботаническому составу сена — злакового или бобового (без примеси плохо высыхающего разнотравья). В СССР прессуют 12—15% сена; во многих странах Западной Европы (Великобритания, ФРГ, ГДР, Дания и др.), а также в США и Канаде прессуют большую часть сена.
Читать дальшеИнтервал:
Закладка:









