БСЭ - Большая Советская энциклопедия (Пр)

- Название:Большая Советская энциклопедия (Пр)
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
БСЭ - Большая Советская энциклопедия (Пр) краткое содержание
Большая Советская энциклопедия (Пр) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Лит.: Сенокосы и пастбища, под ред. И. В. Ларина, М., 1969.
А. П. Мовсисянц.
Прессованный профиль
Прессо'ванный про'филь, длинномерное металлическое изделие, полученное прессованием (выдавливанием) в матрицу. По конфигурации поперечного сечения П. п. разделяют на сплошные и пустотелые (полые); по изменению размеров поперечного сечения вдоль длины — на профили постоянного и переменного сечения (см. Переменный профиль ) . Наиболее широко применяются П. п. из алюминиевых сплавов; в СССР их сортамент составляет около 15 тыс. наименований. Характерные типы таких П. п. показаны на рис. Освоено промышленное производство П. п. из сталей и титановых сплавов; их сортамент составляет более 1000 наименований. Кроме того, П. п. изготовляют из магниевых, медных и никелевых сплавов. Прессование профилей имеет ряд преимуществ по сравнению с прокаткой: возможность обработки малопластичных материалов, более сложная конфигурация поперечного сечения, меньшие отклонения размеров, меньшие затраты на инструмент и переналадку его при переходе с одного размера на другой. П. п. используют для изготовления конструкционных деталей (машиностроение, авиа- и судостроение, ж.-д. и автомобильный транспорт), несущих и отделочных строительных деталей, мебели, спортинвентаря и т.д.
Лит. см. при ст. Прессование металлов .
М. З. Ерманок.
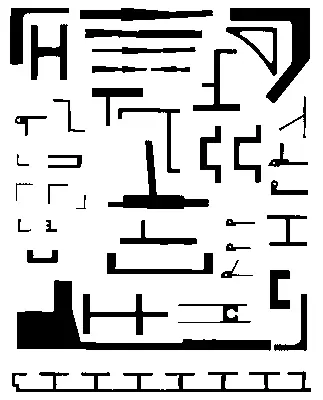
Некоторые виды прессованных профилей.
Прессорецепторы
Прессореце'пторы, прессоцепторы (от лат. pressus — давление и рецепторы ) , чувствительные нервные окончания, воспринимающие изменения давления; относятся к механорецепторам . Расположены в стенках кровеносных сосудов (такие П. чаще называют барорецепторами ) , а также в полых внутренних органах. К П. иногда причисляют рецепторы подкожной клетчатки, раздражаемые при надавливании на кожу, и скелетных мышц (последние чаще называют проприорецепторами ) .
Пресс-порошки
Пресс-порошки', порошки или гранулированные материалы, предназначенные для переработки в изделия методом прессования (см. Прессование полимерных материалов ) . П.-п. — реактопласты , представляющие собой частично отверждённую смесь 30—60% термореактивной смолы (чаще всего феноло-альдегидной смолы ) с 70—40% тонко дисперсного наполнителя (например, древесной или кварцевой муки, молотой слюды, коротковолокнистого асбеста). В П.-н. вводят также 1,5—3% (от массы смолы) смазывающих веществ (стеараты кальция или цинка, смесь стеариновой и пальмитиновой кислот), 2—4% красителя (обычно нигрозина, придающего П.-п. чёрный цвет). производство П.-п. включает последовательные операции подготовки и смешения компонентов, предварительного отверждения, измельчения или гранулирования. Для лучшего смачивания и лучшей пропитки наполнителя термореактивной смолой последнюю часто применяют в виде раствора или эмульсии. Основные характеристики П.-п. — удельный объём, гранулометрический состав, сыпучесть, текучесть, жизнеспособность (время сохранения способности к переработке после введения отвердителя), скорость отверждения, усадка.
А. Р. Бельник.
Пресс-релиз
Пресс-рели'з(англ. press-release — выпуск для прессы), специальные бюллетени для работников печати, радио, телевидения, содержащие документы и информацию, подлежащие срочному опубликованию и распространению. П.-р. выпускают правительственные учреждения, штаб-квартиры международных организаций, пресс-бюро .
Пресс-форма
Пресс-фо'рма, устройство для получения объёмных заготовок (изделий) из металла, пластмасс, резины, выплавляемых масс на основе парафина и стеарина, керамических и др. материалов под действием на них давления, создаваемого на литейных машинах или прессах. П.-ф. применяют при литье под давлением металлов и полимерных материалов, литье по выплавляемым моделям , прессовании полимерных материалов . Различают П.-ф. ручные, полуавтоматические и автоматические; съемные, полусъемные и стационарные; с горизонтальной и вертикальной плоскостями разъёма. В П.-ф. ( рис. ) может быть одна или несколько оформляющих (формующих) полостей, которые являются обратным (негативным) отпечатком внешней поверхности заготовки. При прессовании полых изделий их внутренние полости формуются пуансонами (стержнями). Детали П.-ф. изготовляют из углеродистой или легированной стали, сплавов цветных металлов, гипса и др. материалов.
В зависимости от материала и требований к получаемой заготовке в П.-ф. поддерживают определённый температурный баланс. Для регулирования температуры П.-ф. используют пар или воду, подводимые через отверстия в плите; специальные обогревательные кольца с полупроводниковым слоем; электрические нагревательные элементы и др.
Получение заготовок и изделий на литейных машинах и прессах в П.-ф. характерно для серийного и массового производства, например в автомобильной, радиотехнической, электротехнической промышленности, при изготовлении сантехнического оборудования.
Лит.: Лейкин Н. Н., Конструирование пресс-форм для изделий из пластических масс, 2 изд., М. — Л., 1966; Демин Е. Н., Справочник по пресс-формам, М., 1967.
М. Б. Беккер.
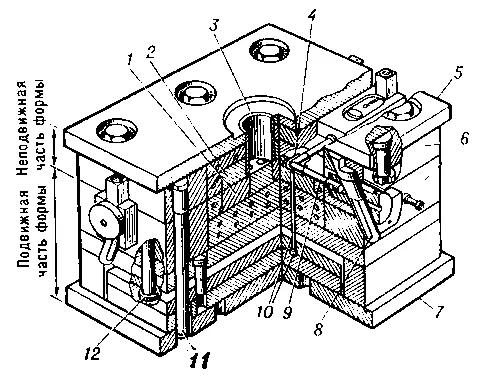
Пресс-форма для литья под давлением угольника из латуни: 1 и 2 — вкладыши; 3 — литниковая система; 4 — отливка в оформляющей полости; 5 и 7 — плиты крепления пресс-формы к машине; 6 — обоймы для крепления вкладышей; 8 — механизм передвижения стержней; 9 — подвижный стержень; 10 — выталкиватель; 11 и 12 — механизмы выталкивания.
Пресс-эффект
Пресс-эффе'кт, более высокая прочность при растяжении прессованных металлических изделий по сравнению с прочностью изделий, полученных др. способами обработки давлением, при одинаковых режимах термической обработки. Сравниваются предел прочности или предел текучести образцов, отобранных для каждого способа обработки в направлении деформации металла; иногда П.-э. оценивают также разницей в прочности самого прессованного изделия вдоль и поперёк направления деформации. П.-э. обладают алюминиевые, магниевые и др. сплавы, преимущественно после закалки и естественного старения (см. Старение металлов ) . Для некоторых сплавов повышение прочности может достигать 40%. П.-э. сопровождается снижением относительного удлинения и сужения поперечного сечения. Твёрдость, сопротивление срезу, истинное сопротивление разрушению при растяжении практически не меняются.
Читать дальшеИнтервал:
Закладка:









