БСЭ БСЭ - Большая Советская Энциклопедия (МЕ)

- Название:Большая Советская Энциклопедия (МЕ)
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
БСЭ БСЭ - Большая Советская Энциклопедия (МЕ) краткое содержание
Большая Советская Энциклопедия (МЕ) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
В развитии конструкций узлов М. с. существуют следующие тенденции: оптимальное использование возможностей механических, электрических и гидравлических приводов и их сочетаний; разработка прецизионных узлов и механизмов; уменьшение трения в узлах станков; применение средств управления и автоматизации; обеспечение высокой статической и динамической жесткости; повышение долговечности за счёт выбора оптимальных материалов и методов упрочнения деталей; применение унификации, нормализации, стандартизации и агрегатирования.
Надёжность М. с.Надёжность М. с. — его свойство выполнять заданные функции, т. е. обрабатывать изделия с сохранением в необходимых пределах эксплуатационных показателей, главным образом точности и производительности, в течение требуемого промежутка времени ( наработки ) . Надёжность М. с. определяется его безотказностью, долговечностью, ремонтопригодностью и сохраняемостью.
На надёжность М. с. прежде всего влияют режимы и методы обработки, которые предопределяют точность и качество обработанных поверхностей, а следовательно, эксплуатационные характеристики изделий. Повышение надёжности М. с. обеспечивается увеличением точности изготовления М. с.; созданием специальных устройств для повышения точности обработки; применением систем автоматического регулирования для восстановления точности, снижающейся от действия процессов, протекающих с различной скоростью, т. е. создание М. с. с автоматической подналадкой режимов обработки. Системы автоматического регулирования — наиболее современный способ создания М. с. с высокой надёжностью. Автоматическое регулирование может быть простым по заданной программе; прямым с учётом факторов, вызывающих отклонение от программы; по замкнутому циклу с обратной связью. Последний способ приводит к созданию адаптивных саморегулирующихся (самоподстраивающихся) систем, дающих наибольшую надёжность М. с. Адаптивные системы управления М. с. разделяются на следующие группы: стабилизирующие контролируемые параметры резания; самоизменяющие управляющую программу; компенсирующие динамические и температурные деформации системы СПИД (станок — приспособление — инструмент — деталь); оптимизирующие режимы обработки по точности и производительности. Использование адаптивных систем управления М. с. обеспечивает снижение (и даже исключение) отказов из-за перегрузок, уменьшение зависимости результата обработки от рабочего, упрощение программирования обработки, автоматический контроль получаемых размеров деталей, повышение экономичности обработки, облегчение освоения новых методов обработки.
М. с. с числовым программным управлением.Числовое программное управление (ЧПУ) М. с. экономически выгодно в серийном производстве, где происходит сравнительно частая смена обрабатываемых изделий, а также при производстве крупногабаритных деталей и деталей с криволинейными профилями и поверхностями. ЧПУ позволяет автоматизировать процессы подготовки производства и обработки, быстро производить переналадку станка. В М. с. с ЧПУ информация о необходимых перемещениях режущих инструментов относительно заготовки сообщается механизмам управления М. с. в виде закодированной программы, представляющей собой условную систему числовых обозначений. Эта программа вводится в считывающее устройство М. с., которое преобразует её в соответствующие командные импульсы (электрические сигналы), а они при помощи механизмов управления передаются на исполнительные органы М. с. (суппорты, салазки, столы и т.п.). Все действия, выполняемые узлами М. с. по сигналам системы ЧПУ, разделяются на две группы: включения и выключения для изменения режимов резания, смены действующих режущих инструментов и т.п.; перемещения исполнительных органов.
Системы ЧПУ, применяемые в М. с., классифицируются: по назначению — для позиционного, ступенчатого и функционального управления; по числу потоков информации — разомкнутые, замкнутые и самонастраивающиеся; по виду программоносителя — внутренние (панели с переключателями, штеккерные и кнопочные панели и др.) и внешние (перфорированные карты и ленты, магнитные ленты, киноленты и др.); по принципу ограничения перемещений исполнительных органов — импульсные, аналоговые, путевые, временные, на схемах совпадения; по физическому принципу контроля перемещений исполнительных органов — с механическими, оптическими, электрическими и смешанными измерительными устройствами. Применяется также цикловая система программного управления, при которой программируются (полностью или частично) цикл работы М. с., режимы обработки и смена инструмента.
Системы ЧПУ М. с. состоят обычно из следующих основных автоматических элементов ( рис. 4 ): устройство для ввода программы — «читает» программу и преобразовывает её в сигналы управления; промежуточная «память» — «запоминает» и в течение необходимого времени хранит полученные сигналы управления; сравнивающее устройство (узел активного контроля) — при помощи системы обратной связи сопоставляет перемещения, заданные программой и фактически реализованные М. с. (при обнаружении разницы вырабатывает дополнительный сигнал для исправления ошибки); исполнительный механизм, который реализует через соответствующие приводы (гидроцилиндры, винтовые пары, шаговые двигатели и др.) полученные сигналы управления в необходимые перемещения исполнительных органов М. с.
Лит.: Машиностроение. Энциклопедический справочник, т. 9, М., 1949; Шувалов Ю. А., Веденский В. А., Металлорежущие станки, 2 изд., М., 1959; 3агорский Ф. Н., Очерки по истории металлорежущих станков до середины XIX века, М. — Л., 1960; Металлорежущие станки, под ред. Н. С. Ачеркана, т. 1—2, М., 1965; Агурский М. С., Вульфсон И. А., Ратмиров В. А., Числовое программное управление станками, М., 1966; Шаумян Г. А., Кузнецов М. М., Волчкевич Л. И., Автоматизация производственных процессов, М., 1967; Резание конструкционных материалов, режущие инструменты и станки, М., 1967; Проников А. С., Расчёт и конструирование металлорежущих станков, 2 изд., М., 1967; Кучер И. М., Металлорежущие станки, 2 изд., Л., 1969; Самоподнастраивающиеся станки, [Сб. ст.1, под ред. Б. С. Балакшина, 3 изд., М., 1970; Налчан А. Г. (сост.), Металлорежущие станки, М., 1970; Металлорежущие станки, М., 1970; Ратмиров В. А., Сиротенко А. П., Гаевский Ю. С., Самонастраивающиеся системы управления станками, М., 1971; Технологическая надёжность станков, М., 1971; Детали и механизмы металлорежущих станков, под ред. Д. Н. Решетова, т. 1—2, М., 1972.
Д. Л. Юдин.
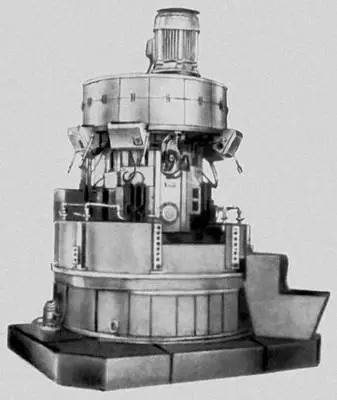
Рис. 3р. Основные типы металлорежущих станков. Токарный восьмишпиндельный автомат (1К282).
Читать дальшеИнтервал:
Закладка: