БСЭ БСЭ - Большая Советская Энциклопедия (СВ)

- Название:Большая Советская Энциклопедия (СВ)
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
БСЭ БСЭ - Большая Советская Энциклопедия (СВ) краткое содержание
Большая Советская Энциклопедия (СВ) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Лит. : Николаев Г. А., Сварные конструкции, 3 изд., М., 1962; Окерблом Н. О., Конструктивно-технологическое проектирование сварных конструкций, М. — Л., 1964; Николаев Г. А., Куркин С. А., Винокуров В. А., Расчет, проектирование и изготовление сварных конструкций, М., 1971; Труфяков В. И., Усталость сварных соединений, К., 1973.
А. А. Казимиров.
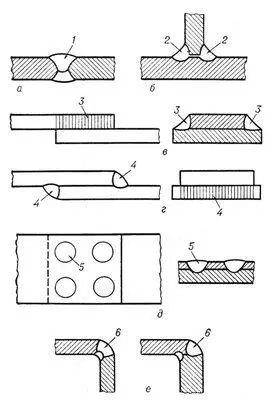
Рис. 1. Виды сварных соединений и типы швов при дуговой сварке: а — стыковое; б — тавровое; в, г, д — нахлёсточные; е — угловое; 1 — стыковой шов; 2 — угловой шов таврового соединения; 3 — фланговый угловой шов нахлёсточного соединения; 4 — лобовой угловой шов нахлёсточного соединения; 5 — электро-заклёпочный шов нахлёсточного соединения; 6 — шов углового соединения.
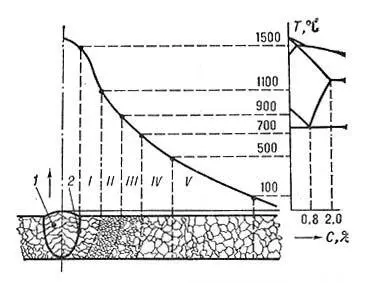
Рис. 5. Схемы зоны термического влияния: I — участок перегрева; II — участок перекристаллизации (нормализации); III — участок частичной перекристаллизации; IV — участок рекристаллизации; V — участок старения; 1 — металл шва; 2 — зона сплавления.
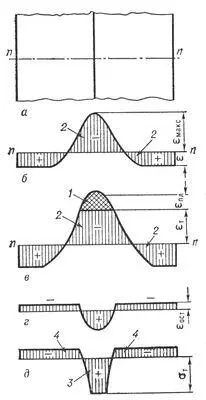
Рис. 6. Временные и остаточные продольные деформации и напряжения в стыковом соединении пластины из углеродистой стали: а — пластина; б — эпюра временных деформаций при E макс.< E т; в — эпюра временных деформаций при E макс.> E т; г — эпюра остаточных деформаций E ост; д — эпюра остаточных напряжений s т; 1 — зона пластических деформаций сжатия; 2 — зона упругих деформаций; 3 и 4 — растягивающие и сжимающие напряжения и деформаций.
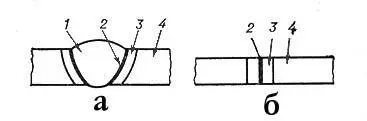
Рис. 4. Сварное соединение: 1 — сварной шов; 2 — зона сплавления (а) или соединения при сварке давлением (б); 3 — зона термического влияния; 4 — прилегающий основной материал.
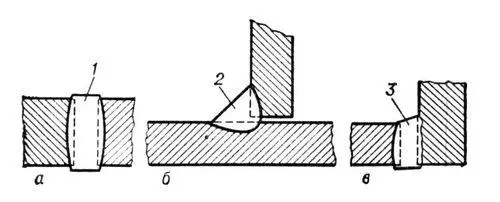
Рис. 2. Виды сварных соединений и типы швов при электрошлаковой сварке: а — стыковое; б — тавровое; в — угловое; 1 — стыковой шов; 2 — угловой шов; 3 — шов углового соединения.
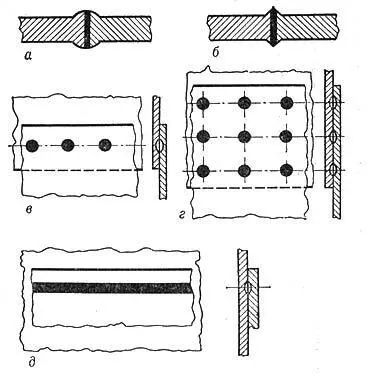
Рис. 3. Виды сварных соединений и типы швов при контактной сварке: а — стыковое при сварке сопротивлением; б — стыковое при сварке плавлением; в — нахлёсточное, выполненное однорядным точечным швом; г — нахлёсточное, выполненное многорядным точечным швом; д — нахлёсточное, выполненное однорядным роликовым швом.
Сварные конструкции
Сварны'е констру'кции,металлических конструкции зданий и сооружений, соединения элементов которых выполнены сваркой . В виде С. к. изготовляется примерно 95% современных стальных конструкций , среди которых особенно эффективны листовые конструкции . С. к. имеют ряд преимуществ перед клёпаными; основные из них — экономия металла (до 25%) в результате более полного использования сечения и меньшего веса соединительных элементов, меньшая стоимость (благодаря применению относительно недорогого оборудования), плотность (герметичность сварочных швов).
Сваровская забастовка 1870
Сва'ровская забасто'вка 1870,забастовка ткачей на фабрике немецкого капиталиста Либига в Сварове (Svárov, Северная Богемия, ныне город в Чешской Социалистической Республике) 18 февраля — 11 апреля. Явилась протестом против уменьшения администрацией зарплаты на 10%. Рабочие требовали также сокращения 12-часового рабочего дня. Руководили С. з. рабочие, члены местного социал-демократического кружка. Бастовавших поддержали ткачи на фабриках в Железни-Броде (также принадлежавших Либигу). 31 марта 3 тыс. рабочих, собравшихся перед фабрикой в Сварове, подверглись нападению войск и жандармов. Были раненые, 6 рабочих убито, организаторы С. з. арестованы. Расправа над участниками С. з. вызвала волну протеста в стране. Либигу пришлось принять все требования бастовавших.
Сварог
Сваро'г,в русской и западно-славянской мифологии один из главных богов (бог неба, огня небесного). Отец бога земного огня Сварожича.
Сварочная горелка
Сва'рочная горе'лка,часть сварочного аппарата, обеспечивающая при электросварке подвод электрического тока к электроду и защитного газа в зону горения сварочной дуги, или устройство, применяемое при газовой сварке для регулируемого смешения газов и создания направленного сварочного пламени. Передвижение С. г. вдоль свариваемых кромок осуществляется вручную (при ручной или полуавтоматической сварке) или может быть механизировано (при автоматической сварке ). В С. г. для электросварки плавящимся электродом ( рис. 1 ) имеется токоподводящий и направляющий мундштук со сменным наконечником, через который проталкивается электродная проволока. Через сопло подводится и направляется газовая струя, защищающая сварочную ванну и электрод от воздействия воздуха. В С. г., применяемой при сварке неплавящихся электродом ( рис. 2 ), мундштук снабжен зажимной токоподводящей цангой. С. г. для газовой сварки подаёт горючие газы (например, ацетилен и кислород) к месту сварки. По двум каналам газы через регулировочные вентили поступают в смесительную камеру, в которой приготавливается горючая смесь, поступающая затем в мундштук. Различают горелки низкого давления со встроенным инжектором для подсоса горючего газа и горелки высокого давления, в которые горючий газ поступает из газовых генераторов или баллонов под давлением.
Лит. см. при ст. Сварочное оборудование .
М. Г. Бельфор.
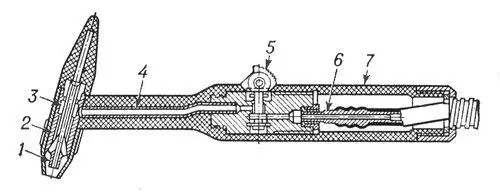
Рис. 2. Ручная горелка для сварки неплавящимся электродом: 1 — токопроводящая цанга; 2 — сопло; 3 — газовая камера; 4 — мундштук; 5 — газовый вентиль; 6 — газовый канал и токопровод; 7 — рукоятка.
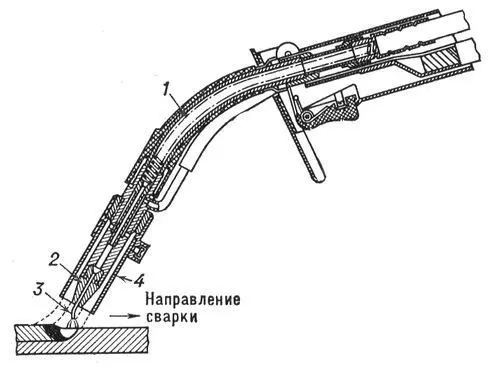
Рис. 1. Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.
Сварочная дуга
Сва'рочная дуга',электрическая дуга, образующаяся в зоне сварки (или резки) при прохождении электрического тока через газ между электродами. С. д. — наиболее развитая форма разряда в газах (см. Дуговой разряд ), характеризующаяся малым напряжением, большим током, наличием ионизации газов в дуговом промежутке. Ионизируемый газ столба дугового разряда ярко светится и имеет температуру 6000—10000 °С в осевой части столба разряда. Основной фактор ионизации — высокая температура, поддерживаемая притоком энергии из питающей цепи. Напряжение С. д., т. е. напряжение между концами электродов, существенно зависит от длины дуги, силы тока, материала и размера сварочных электродов, состава и давления газа и других факторов. Для управления свойствами С. д. изменяют длину дуги от 0,01 до 1 см, силу тока от 0,5 до 3000 а, давление газа от 10 2до 10 5 н / м 2(от 0,001 до 1 кгс/см 2), материал, форму и размеры одного из электродов, защищают зону горения газами, сжимают дугу и т. д.
Читать дальшеИнтервал:
Закладка: