БСЭ - Большая Советская энциклопедия (Пр)

- Название:Большая Советская энциклопедия (Пр)
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
БСЭ - Большая Советская энциклопедия (Пр) краткое содержание
Большая Советская энциклопедия (Пр) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
О П. различных стальных профилей и профилей из цветных металлов и сплавов см. в ст. Прокатное производство .
Лит.: Целиков А. И., Основы теории прокатки, М., 1965; Смирнов В. С., Теория прокатки, М., 1967; Целиков А. И., Гришков А. И., Теория прокатки, М., 1970; Тетерин П. К., Теория поперечно-винтовой прокатки, М., 1971; Третьяков А. В., Зюзин В. И., Механические свойства металлов и сплавов при обработке давлением, М., 1973; Луговской В. М., Алгоритмы систем автоматизации листовых станов, М., 1974.
А. И. Целиков.

Рис. 1. Схема продольной (а), поперечной (б) и винтовой (в) прокатки: 1 — прокатываемый металл; 2 и 3 — валки.
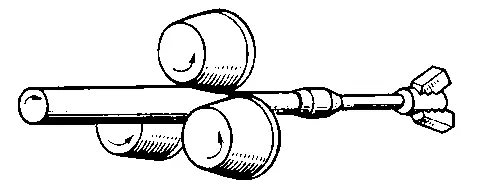
Рис. 2. Схема винтовой прокатки круглых периодических профилей.
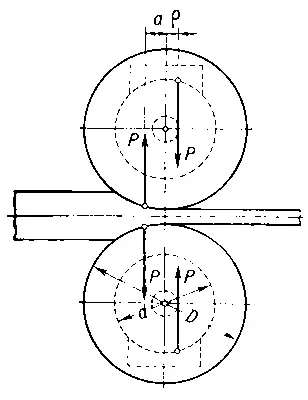
Рис. 4. Направление равнодействующих сил усилия на валки при простом процессе прокатки с учетом влияния трения в подшипниках.
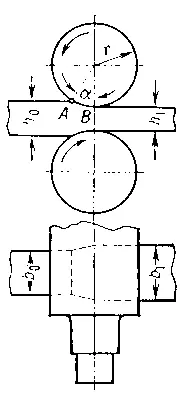
Рис. 3. Схема деформации металла при продольной прокатке.
Прокатное производство
Прока'тное произво'дство,получение путём прокатки из стали и других металлов различных изделий и полуфабрикатов, а также дополнительная обработка их с целью повышения качества (термическая обработка, травление, нанесение покрытий). В промышленных странах прокатке подвергается больше 4/ 5выплавляемой стали. П. п. обычно организуется на металлургических заводах (реже на машиностроительных); как правило, особенно в чёрной металлургии, является завершающим звеном цикла производства (см. Металлургия ; о П. п. как отрасли металлургической промышленности см. в статьях Чёрная металлургия , Цветная металлургия ).
К основным видам проката относятся: полупродукт, или заготовка, листовой и сортовой прокат, катаные трубы, заготовки деталей машин (особые виды проката) — колёса, кольца, оси, свёрла, шары, профили переменного сечения и др. Перечень прокатываемых изделий с указанием размеров называемым сортаментом проката , большая часть которого в СССР стандартизована. Основное количество проката изготовляется из низкоуглеродистой стали, некоторая часть — из легированной стали и стали с повышенным (больше 0,4%) содержанием углерода. Прокат цветных металлов производится главным образом в виде листов, ленты и проволоки; трубы и сортовые профили из цветных металлов изготовляются преимущественно прессованием (см. Прессование металлов ).
Прокатка стали.производство стального проката на современном металлургическом заводе осуществляется двумя способами. При первом исходным материалом служат слитки (отлитые в изложницы), которые перерабатываются в готовый прокат обычно в 2 стадии. Сначала слитки нагревают и прокатывают на обжимных станах в заготовку. После осмотра заготовки и удаления поверхностных дефектов (закатов, трещин и т.п.) производят повторный нагрев и прокатку готовой продукции на специализированных станах. Размеры и форма сечения заготовки зависят от её назначения: для прокатки листового и полосового металла применяют заготовки прямоугольного сечения шириной 400—2500 мм и толщиной 75—600 мм, называемые слябами ; для сортового металла — заготовки квадратного сечения размером примерно от 60´60 см до 400´400 мм , а для цельнокатаных труб — круглого сечения диаметром 80—350 мм .
При втором способе, применяемом с середины 20 в., прокатка исходной заготовки заменяется непрерывным литьём (разливкой) на специальных машинах. После осмотра и удаления дефектов заготовка, как и при первом способе, поступает на станы для прокатки готовой продукции. Благодаря применению непрерывно-литой заготовки упраздняются слябинги и блюминги, повышается качество проката, устраняются потери на обрезку головной части слитка, доходящие у слитков спокойной стали до 15—20%.
Преимущества применения непрерывно-литой заготовки в производстве проката становятся ещё более значительными при совмещении процессов непрерывного литья и прокатки в одном неразрывном потоке. Для этой цели созданы литейно-прокатные агрегаты, в которых слиток на выходе из кристаллизатора не подвергается разрезке, проходит печь, где выравнивается температура по сечению, и затем поступает в валки прокатного стана. Т. о. осуществляется процесс кристаллизации и прокатки бесконечного слитка, т. е. пепрерывное производство проката из жидкого металла. Процесс получил широкое распространение при прокатке цветных металлов; он применяется также для производства стальной заготовки небольших сечений (примерно менее чем 150´150 мм ) повышенного качества. Основная трудность в развитии этого процесса состоит в относительно низкой скорости выхода слитка из кристаллизатора (1—6 м/мин ), что не позволяет в полной мере использовать производственные возможности непрерывного прокатного стана.
Прокатка листового металла производится из катаных или непрерывно-литых слябов и только листов толщиной свыше 50—100 мм — непосредственно из слитков или кованых слябов. В технологический процесс входят следующие основные операции: подача слябов со склада к нагревательным печам; нагрев; подача по рольгангу к рабочей клети стана и прокатка в несколько проходов (пропусков между валками), причём в первые проходы для получения листов требуемой ширины сляб иногда подаётся в валки поперёк или под углом; правка на роликовых правильных машинах; охлаждение на холодильниках; контроль и разметка; обрезка продольных кромок; обрезка концов, разрезка на листы определённой длины; иногда термическая обработка и покраска; отправка на склад готовой продукции.
Листы толщиной от 4 до 50 мм и плиты толщиной до 350 мм прокатываются на толстолистовых или броневых станах, состоящих из одной или двух рабочих клетей, а листы толщиной от 1,2 до 20 мм — на значительно более производительных непрерывных станах, на которых листы получаются в виде длинных (более 500 м ) полос; при выходе из последней клети стана полосы сматываются в рулон. Листы толщиной менее 1,5—3 мм выгоднее прокатывать в холодном состоянии, поэтому дальнейшее уменьшение толщины листа осуществляется обычно на станах холодной прокатки. Для этого рулоны после их получения на непрерывных станах горячей прокатки транспортируются в цех холодной прокатки, где с поверхности металла удаляется окалина (в линии непрерывного травления), затем обрезаются концы и производится стыковка (электрическая контактная сварка) для полной непрерывности дальнейшего процесса. Травленые рулоны разматываются и в несколько проходов обжимаются до требуемой толщины (общее обжатие для низкоуглеродистой стали доходит до 75—90%). Прокатка осуществляется на непрерывных станах, состоящих из 4 или 6 четырёхвалковых клетей, или на одноклетевых реверсивных станах. После холодной прокатки полосу отжигают для устранения наклёпа, затем подвергают дрессировке , правке, резке на листы и упаковке ( рис. 1 ).
Читать дальшеИнтервал:
Закладка:









