БСЭ - Большая Советская энциклопедия (Пр)

- Название:Большая Советская энциклопедия (Пр)
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
БСЭ - Большая Советская энциклопедия (Пр) краткое содержание
Большая Советская энциклопедия (Пр) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
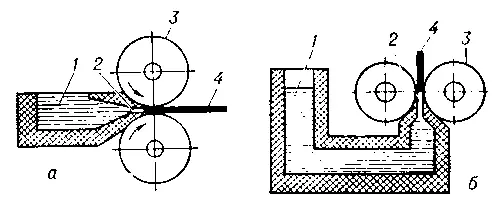
Рис. 3. Схемы способов бесслитковой прокатки полос: а — подача металла сбоку; б — подача металла снизу; 1 — распределительная ванна; 2 — межвалковое пространство (кристаллизатор); 3 — валки; 4 — полоса.
Прокатный профиль
Прока'тный про'филь,металлическое изделие (различной формы поперечного сечения), полученное прокаткой . Различают П. п. с постоянным поперечным сечением по длине, переменные профили и специальные. К 1-му виду относятся П. п. сортовой стали ( рис. ), имеющие простую геометрическую форму (например, круг, прямоугольник, квадрат, овал, шестиугольник, сегмент), и т. н. фасонные профили, представляющие собой сочетания простых профилей (например, угловые П. п., двутавровые балки, полосы для ободьев колёс автомобиля, колосниковых решёток, тракторных шпор и т.п.), листы, трубы (в т. ч. и профильные: квадратные, прямоугольные, ромбические, овальные и специальные), гнутые профили. Ко 2-му виду относятся, например, т. н. периодические профили, к 3-му — бандажи, колёса, шестерни, шары, ребристые трубы и др. изделия. См. также Сортамент проката .
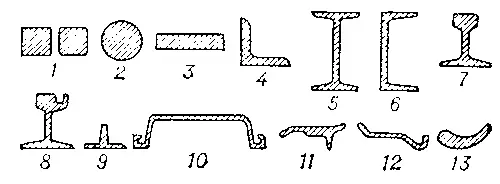
Некоторые профили сортового проката: 1 — квадратный; 2 — круглый; 3 — прямоугольный (полосовой); 4 — угловой; 5 — двутавровый; 6 — швеллерный; 7 — железнодорожный рельс; 8 — трамвайный рельс; 9 — тавровый; 10 — шпунтовый; 11 — полоса для гусениц тракторов; 12 — полоса для ободьев колес грузовых автомобилей; 13 — полоса для турбинных лопаток.
Прокатный стан
Прока'тный стан,машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса прокатки , в более широком значении — автоматическая система или линия машин (агрегат), выполняющая не только прокатку, но и вспомогательные операции: транспортирование исходной заготовки со склада к нагревательным печам и к валкам стана, передачу прокатываемого материала от одного калибра к другому, кантовку, транспортирование металла после прокатки, резку на части, маркировку или клеймение, правку, упаковку, передачу на склад готовой продукции и др.
Историческая справка.Время и место появления первого П. с. неизвестны. Бесспорно, что раньше прокатки железа применяли прокатку цветных металлов — свинца, олова, меди, монетных сплавов и др. Наиболее ранний документ (рисунок с описанием), характеризующий устройство для прокатки олова, оставлен Леонардо да Винчи (1495). Примерно до конца 17 в. привод П. с. был ручным, в 18 в. — водяным. Промышленная прокатка железа началась примерно с 18 в. В России она особенно широко развивалась на Урале. П. с. применялись для производства кровельного железа, плющения кричной заготовки в полосу или лист, разделения откованной полосы по длине на более мелкие профили квадратного или прямоугольного сечения (т. н. «резные» станы).
В конце 18 в. для привода П. с. начали применять паровые машины; прокатка становится одним из трёх основных звеньев производственного цикла металлургических заводов, постепенно вытесняя менее производительный способ ковки . К этому периоду относится промышленное применение П. с. с калиброванными валками, сконструированного в 1783 Г. Кортом (Великооритания); П. с. постепенно дифференцируются на обжимные, листовые и сортовые. В 30—40-х гг. 19 в. в связи с бурным развитием железных дорог в разных странах начинают прокатывать рельсы. В 1856—57 в Сааре (Германия) был установлен первый П. с., предназначенный для прокатки крупных балок. Развитие конструкций и специализация этих станов привели к появлению в США в конце 19 в. блюмингов и слябингов . В 1867 Г. Бедсон (Великобритания) построил непрерывный проволочный стан. В 1885 братья М. и Р. Маннесман (Германия) изобрели способ винтовой прокатки бесшовных труб в П. с. с косо расположенными валками. В 1886 В. Эденборн и Ч. Морган (США) применили быстроходную проволочную моталку с осевой подачей. Первые летучие ножницы (конструкции В. Эдвардса) установлены в 1892 в США. В 1897 для привода П. с. с успехом применен электродвигатель (Германия). В 1906 в г. Тршинец (ныне Чехословакия) пущен П. с. с реверсивным электродвигателем. Принцип непрерывной горячей прокатки листов нашёл практическое применение в 1892 в г. Теплице (ныне Чехословакия), где был установлен полунепрерывный стан. Первый непрерывный широкополосовой (листовой) стан построен в 1923 в США. Начало холодной прокатки листов относится к 80-м гг. 19 в.; холодная прокатка труб освоена в 1930 в США.
В СССР первым достижением станостроения явилось сооружение Ижорским заводом двух блюмингов, которые в 1933 введены в эксплуатацию на Макеевском и Днепродзержинском металлургических заводах. В 1940—60-х гг. Всесоюзным научно-исследовательским и проектно-конструкторским институтом металлургического машиностроения (ВНИИМЕТМАШ) создан ряд П. с. для новых технологических процессов, обеспечивающих производство прокаткой многих изделий, которые ранее изготовлялись другими, менее эффективными способами (тонкостенные безрисочные трубы, листы переменной толщины по длине, профили круглого периодического сечения, шары, втулки, винты с крупным шагом, ребристые трубы и др.). В 1959—62 ВНИИМЕТМАШем и Электростальским заводом тяжёлого машиностроения созданы принципиально новые трубные станы с бесконечным редуцированием труб (как при печной сварке, так и при радиочастотной), а также станы для непрерывной прокатки бесшовных труб (стан 30—102) производительностью на порядок выше по сравнению с действующими (около 550 тыс. т /год). В эти же годы пущены разработанные ВНИИМЕТМАШем, Научно-исследовательским институтом автомобильной промышленности и Горьковским автомобильным заводом первые станы для прокатки цилиндрических и конических колёс.
В 60-е гг. в СССР, США, ФРГ и Италии начато создание литейно-прокатных агрегатов, в которых совмещены процессы непрерывного литья и прокатки в едином неразрывном потоке. Такие агрегаты уже получили широкое применение для производства катанки из алюминиевых и медных сплавов, листов из алюминиевых сплавов и заготовок из стали.
Классификация и устройство прокатных станов.Главный признак, определяющий устройство П. с., — его назначение в зависимости от сортамента продукции или выполняемого технологического процесса. По сортаменту продукции П. с. разделяют на заготовочные, в том числе станы для прокатки слябов и блюмов , листовые и полосовые, сортовые, в том числе балочные и проволочные, трубопрокатные и деталепрокатные (бандажи, колёса, оси и т.д.). По технологическому процессу П. с. делят на следующие группы: литейно-прокатные (агрегаты), обжимные (для обжатия слитков), в том числе слябинги и блюминги, реверсивные одноклетевые, тандемы, многоклетевые, непрерывные, холодной прокатки. Размер П. с., предназначенного для прокатки листов или полос, характеризуется длиной бочки валков, для заготовки или сортового металла — диаметром валков, а трубопрокатного стана — наружным диаметром прокатываемых труб.
Читать дальшеИнтервал:
Закладка:









