Юрий Подольский - Сварочные работы. Практическое пособие

- Название:Сварочные работы. Практическое пособие
- Автор:
- Жанр:
- Издательство:ООО «Книжный клуб “Клуб семейного досуга”»
- Год:2015
- Город:Харьков, Белгород
- ISBN:978-617-12-0106-4, 978-5-9910-3430-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Практическое пособие краткое содержание
Книга познакомит вас с основными видами сварки: ручной дуговой, автоматической дуговой, электрошлаковой и газовой. Также подробно описаны особенности сварных соединений и швов, электродуговой и кислородной резки металлов: алюминия, нержавеющей стали, меди, чугуна. Кроме того, мастера-любители по приведенным расчетам смогут самостоятельно изготовить множество полезных в быту приспособлений.
Сварочные работы. Практическое пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
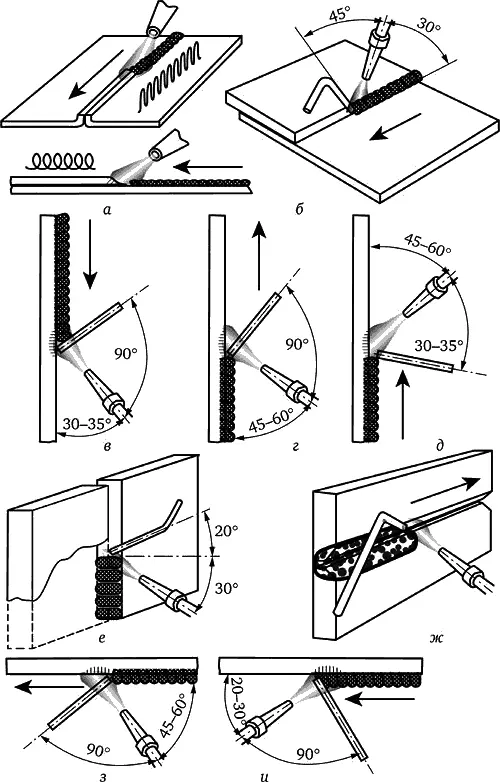
Рис. 43. Выполнение сварных швов в разных пространственных положениях:
а – нижнем для тонкого металла с отбортовкой кромок; б – нахлесточных; в – вертикальных сверху вниз правым способом; г, д – вертикальных снизу вверх левым и правым способами; е – вертикальных двойным валиком; ж – горизонтальных; з, и – потолочных левым и правым способами
При толщине металла более 6 мм сварку таким способом выполняют два сварщика одновременно с противоположных сторон. В нижней части стыка проплавляют сквозное отверстие. Пламя, постепенно поднимаясь снизу вверх, оплавляет верхнюю часть отверстия. Шов формируют на всю толщину, а выпуклость получается с обеих сторон стыка. Затем перемещают пламя выше, оплавляя верхнюю кромку отверстия и накладывая следующий слой металла на нижнюю сторону отверстия. Процесс продолжают до полного получения шва.
Горизонтальные швы навертикальной плоскости, при сварке которых металл может стекать на нижнюю кромку, выполняют правым способом, держа конец проволоки сверху, а мундштук горелки снизу ванны (рис. 43, ж ). Сварочная ванна располагается под небольшим углом к оси шва, что облегчает формирование шва и предотвращает стекание жидкого металла.
Сварка в потолочном положении.Наибольшие трудности возникают при сварке потолочных швов. Кромки нагревают до начала оплавления и в этот момент в сварочную ванну вводят присадочную проволоку, конец которой быстро оплавляется (рис. 43, з, и ).
Металл сварочной ванны удерживается от стекания вниз давлением газов пламени. Сварку лучше вести правым способом и выполнять в несколько слоев с минимальной толщиной каждого слоя. Присадочный пруток следует держать полого во избежание стекания по нему жидкого металла.
Кислородная резка металла
Процесс кислородной резки металлов основан на способности металла сгорать в струе технически чистого кислорода и удалении этой струей образующихся продуктов горения.
Резка начинается с нагрева металла в начале реза подогревающим пламенем резака до температуры воспламенения металла в струе кислорода. Металл сгорает с выделением тепла, которое передается через образовавшийся шлак нижележащим слоям; происходит сгорание металла по всей толщине разрезаемого листа с образованием узкой щели (реза). Образующиеся в процессе резки окислы и шлаки удаляются из реза струей кислорода, а также под действием силы собственного веса.
Различают поверхностную (срезается поверхностный слой металла), разделительную (металл разрезается на части) и копьевую (в металле прожигается глубокое отверстие) кислородную резку.
По характеру применяемого подогрева резка подразделяется на кислородную, кислородно-флюсовую, кислородно-дуговую, плазменно-кислородную и другие виды.
Сущность процесса кислородной резки
Кислородная резка металлов возможна благодаря тому, что малоуглеродистая сталь, нагретая до температуры, близкой к температуре плавления (1300–1400 °C), способна интенсивно сгорать в струе технически чистого кислорода. При кислородной резке для нагревания металла применяется такое же пламя, как и при сварке. Сначала нагревают небольшой участок металла, намеченный линией разреза, а затем на нагретое место направляют струю кислорода, перемещая одновременно подогревательное пламя дальше по линии разреза. Металл сгорает в струе кислорода, и по всей толщине разрезаемого металла образуется узкая щель. Соседние участки металла нагреваются сравнительно мало.
При сгорании металла образуются жидкие шлаки, которые выдуваются струей кислорода. При перемещении подогревательного пламени и струи кислорода по размеченной линии процесс резки происходит непрерывно. Кислородная резка проста, не требует сложного оборудования и поэтому имеет широкое применение при сборке санитарно-технических деталей.
Для сгорания 1 кг железа теоретически требуется от 0,29 до 0,38 м 3 кислорода в зависимости от того, какой окисел получается при горении – FeO или Fе 3О 4. Практический расход кислорода может сильно отличаться от теоретического, так как в шлаках присутствуют оба окисла в различных соотношениях, часть металла удаляется из разреза в расплавленном состоянии, часть кислорода расходуется на выдувание жидкого металла и шлаков, а также теряется в окружающую среду. Для резки применяют технический кислород чистотой 98,8–99,7 %. С понижением чистоты кислорода на 1 % его расход на 1 м длины резки возрастает на 25–35 %, а время резки – на 10–15 %. Это особенно заметно при резке стали больших толщин. Применять для резки кислород чистотой ниже 98 % нецелесообразно, так как поверхность реза получается недостаточно чистой, с глубокими рисками и трудноотделяемым шлаком.
Для резки металла кислородом необходимы следующие условия:
● температура горения металла в кислороде должна быть ниже температуры плавления, иначе металл будет плавиться и переходить в жидкое состояние до того, как начнется его горение в кислороде;
● образующиеся окислы металла должны плавиться при температуре более низкой, чем температура горения металла, и не быть слишком вязкими; в противном случае кислородная резка без применения специальных флюсов невозможна;
● количество тепла, выделяющееся при сгорании металла в кислороде, должно быть достаточно большим, чтобы обеспечить поддержание процесса резки. При резке стали около 70 % тепла, используемого для подогревания, выделяется при сгорании металла в кислороде и только 30 % подводится от подогревающего пламени;
● теплопроводность металла не должна быть слишком высокой, иначе, вследствие интенсивного теплоотвода, процесс резки может прерваться.
Перечисленным выше условиям наиболее полно отвечают чистое железо, низко– и среднеуглеродистые, а также низколегированные стали при содержании углерода до 0,3 %.
На температуру загорания, кроме состава металла, оказывает влияние также состояние поверхности металла, величина его кусков, давление и скорость потока кислорода. Шероховатая поверхность облегчает загорание металла в кислороде. Порошок железа может воспламеняться в чистом кислороде при температуре 315 °C, т. е. значительно более низкой, чем прокатанный металл. Металл на поверхности крупного куска стали загорается при температуре 1200–1300 °C. При давлении 25 кгс/см 2и скорости потока кислорода 180 м/с температура загорания углеродистой стали в кислороде снижается до 700–750 °C.
Среднеуглеродистые стали (углерод до 0,7 %) режутся хуже. Резка высокоуглеродистых сталей вообще проблематична, а при содержании углерода более 1 % вообще невозможна без специальных флюсов.
Читать дальшеИнтервал:
Закладка:









