Юрий Подольский - Сварочные работы. Практическое пособие

- Название:Сварочные работы. Практическое пособие
- Автор:
- Жанр:
- Издательство:ООО «Книжный клуб “Клуб семейного досуга”»
- Год:2015
- Город:Харьков, Белгород
- ISBN:978-617-12-0106-4, 978-5-9910-3430-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Практическое пособие краткое содержание
Книга познакомит вас с основными видами сварки: ручной дуговой, автоматической дуговой, электрошлаковой и газовой. Также подробно описаны особенности сварных соединений и швов, электродуговой и кислородной резки металлов: алюминия, нержавеющей стали, меди, чугуна. Кроме того, мастера-любители по приведенным расчетам смогут самостоятельно изготовить множество полезных в быту приспособлений.
Сварочные работы. Практическое пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Высоколегированные стали тоже не поддаются кислородной резке. Возможна только кислородно-флюсовая резка с применением специальных флюсов или плазменно-дуговая (с применением специального оборудования). Плазменно-дуговая резка применяется и для разделки алюминия и его сплавов, для которых кислородная резка исключена. Чугун не режется вследствие низкой температуры плавления и высокой температуры начала горения. Цветные металлы также не поддаются кислородной резке из-за высокой температуры плавления их оксидов и значительной теплопроводности.
Режимы резки
Основные показатели режима резки – это давление режущего кислорода и скорость резки, которые определяются толщиной разрезаемой стали. Величина давления кислорода зависит от конструкции резака, применяемых мундштуков, величины сопротивлений в кислородоподводящих коммуникациях и арматуре. На скорость резки влияют также: метод резки (ручной или машинный); форма линии реза (прямолинейная или фасонная); вид резки (разделочная, заготовительная с припуском на механическую обработку, заготовительная под сварку, чистовая).
Кислородную резку производят резаком, представляющим собой специальную сварочную горелку с дополнительным устройством для подвода к соплу кислорода. Резаки классифицируют по следующим признакам:
● вид резки – разделительная, поверхностная, кислородно-флюсовая;
● назначение – для ручной резки, механизированной резки, специальные;
● род горючего – для ацетилена, газов-заменителей, жидких горючих (пары бензина, керосина);
● принцип действия – инжекторные, безынжекторные;
● давление кислорода – высокого, низкого;
● конструкция мундштуков – щелевые, многосопловые.
Наибольшее применение имеют универсальные инжекторные ручные резаки со щелевыми мундштуками (см. рис. 22, е ). Резак состоит из рукоятки, газоподводящих трубок, корпуса с вентилями и головки, в которую ввертываются мундштуки. Применяют два основных типа мундштуков: с кольцевым подогревательным пламенем, или щелевые, и многосопловые. Щелевые мундштуки состоят из внутреннего и наружного мундштуков, которые ввертываются на резьбе в головку резака или присоединяются к ней накидной гайкой. По кольцевому зазору между наружным и внутренним мундштуками поступает горючая смесь подогревательного пламени. По центральному каналу внутреннего мундштука подается струя кислорода, в которой сгорает разрезаемый металл.
Многосопловые мундштуки хорошо работают при высоких температурах и не дают обратных ударов пламени даже при сильном нагревании, но более трудоемки в изготовлении и потому стоят дороже.
Ориентировочные режимы ручной резки приводятся в табл. 27, а рекомендации по выбору мундштуков для резки на заменителях ацетилена – в табл. 28. Точнее режимы выбирают согласно технической документации на конкретный резак. Скорость ручной резки можно также приближенно определять по формуле:
v св= 40 000/(50 + S) мм/мин,
где S – толщина разрезаемой стали, мм.
Техника ручной резки металла
Разрезаемый лист укладывают на подкладки, выверяют по горизонтали и, если нужно, закрепляют. Затем лист по линии реза очищают от окалины, ржавчины, грязи, которые уменьшают точность и ухудшают качество реза. Лист размечают, нанося на нем мелом или чертилками контуры вырезаемых деталей. Подбирают номера наружного и внутреннего мундштуков.
Резку обычно начинают с кромки листа. Если же нужно начать с середины листа (например, при вырезке фланцев), то сначала в листе прожигают кислородом отверстие, а затем вырезают нужную фигуру. Нагревают металл в месте, откуда ведут резку, а затем пускают режущую струю кислорода. Вслед за этим начинают перемещать резак по намеченной линии реза, прожигая металл на всю толщину. Если резку начинают с кромки, время начального подогрева металла толщиной 5–200 мм составляет от 3 до 10 с (при работе на ацетилене). При пробивке отверстия в листе струей кислорода это время увеличивается в 3–4 раза.
Резак следует перемещать равномерно. Если двигать его слишком быстро, то соседние участки металла не будут успевать нагреваться, кислородная струя будет отставать, образуются не прорезанные до конца участки и нарушится непрерывность резки. При слишком медленном перемещении резака кромки будут оплавляться и разрез получится неровным, с большим количеством шлака. О скорости резки можно судить по выбросу шлака (рис. 44).
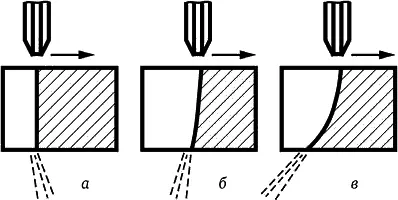
Рис. 44. Характер выброса шлака:
а – скорость резки мала; б – оптимальная скорость; в – скорость резки велика
Мощность подогревающего пламени определяется условиями резки и должна увеличиваться с увеличением толщины металла. Для легированных сталей, а также при увеличении скорости резки мощность пламени должна быть больше, чем для низколегированных сталей и небольшой скорости резки. Но слишком увеличивать мощность подогревающего пламени тоже не следует, так как это ведет к излишнему расходу газов и оплавлению верхних кромок реза.
Состав подогревающего пламени тоже важен. При резке стали больших толщин подогревающее пламя следует регулировать с максимальным избытком горючего газа в смеси; это увеличивает длину факела и способствует прогреву металла на всю толщину.
Большое значение для резки имеет давление режущего кислорода. При недостаточном давлении струя кислорода не сможет выдуть шлаки из места реза и металл не будет прорезан на всю толщину. При слишком большом давлении увеличивается расход кислорода, а разрез получается менее чистым. Давление кислорода зависит от толщины разрезаемого металла, и его подбирают согласно документации на газовый резак (см. табл. 27).
При разрезании металла большой толщины или пакета листов торец металла в плоскости реза нужно хорошо подогреть, особенно в нижней части. Концентрация кислорода в режущей струе уменьшается по мере удаления от верхней кромки разрезаемого металла. Поэтому при резке металла толщиной свыше 300 мм очень важно увеличить ту длину струи, на протяжении которой концентрация кислорода остается высокой. Этому способствует оболочка из подогревающего пламени, факел которого окружает режущую струю и как бы сжимает ее. Чем длиннее этот факел, тем длиннее участок струи с высокой концентрацией кислорода и тем бóльшую толщину металла режет такая струя. Удлинение факела зависит от увеличения часового расхода горючего. Наибольшая длина режущей способности струи получается при расходе кислорода 80 м 3/ч и ацетилена – 8 м 3/ч.
В любом случае для обеспечения высокого качества реза расстояние между мундштуком и поверхностью разрезаемого металла необходимо поддерживать постоянным (табл. 29). Для этого многие резаки комплектуются направляющими тележками.
Читать дальшеИнтервал:
Закладка:









