Юрий Подольский - Сварочные работы. Практическое пособие

- Название:Сварочные работы. Практическое пособие
- Автор:
- Жанр:
- Издательство:ООО «Книжный клуб “Клуб семейного досуга”»
- Год:2015
- Город:Харьков, Белгород
- ISBN:978-617-12-0106-4, 978-5-9910-3430-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Практическое пособие краткое содержание
Книга познакомит вас с основными видами сварки: ручной дуговой, автоматической дуговой, электрошлаковой и газовой. Также подробно описаны особенности сварных соединений и швов, электродуговой и кислородной резки металлов: алюминия, нержавеющей стали, меди, чугуна. Кроме того, мастера-любители по приведенным расчетам смогут самостоятельно изготовить множество полезных в быту приспособлений.
Сварочные работы. Практическое пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Скорость сварки устанавливается сварщиком в соответствии со скоростью плавления кромок детали. Этот параметр непосредственно зависит от мастерства сварщика.
При газовой сварке составными элементами техники сварки являются:
● угол наклона мундштука горелки к поверхности свариваемых кромок;
● способ сварки;
● манипуляции мундштуком горелки и присадочной проволокой при движении пламени вдоль шва.
Скорость плавления (и соответственно скорость сварки) регулируют изменением угла наклона мундштука к поверхности свариваемого металла (рис. 41). Угол выбирают в зависимости от толщины и рода свариваемого металла. Чем толще металл и больше его теплопроводность, тем больше угол наклона мундштука горелки к поверхности свариваемого металла. Так, при сварке меди угол должен быть бóльшим, чем для углеродистых сталей. В начале сварки для лучшего прогрева металла угол наклона устанавливают около 90°, затем по мере прогрева свариваемого металла снижают до величины, соответствующей толщине металла, а в конце сварки постепенно уменьшают, чтобы лучше заполнить кратер и предотвратить пережог металла.
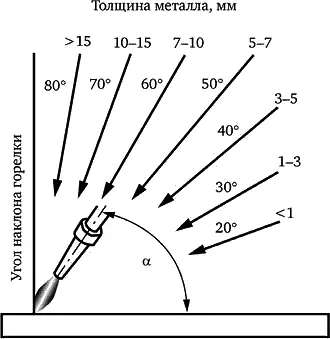
Рис. 41. Угол наклона мундштука горелки в зависимости от толщины металла
Способы сварки проиллюстрированы рис. 42, а – б . Сварочную горелку держат в правой руке, а присадочную проволоку – в левой. Пламя горелки направляют на металл так, чтобы свариваемые кромки находились в восстановительной зоне на расстоянии 2–6 мм от конца ядра. Сварочную проволоку располагают под углом около 45° в сторону, противоположную наклону мундштука горелки. Конец присадочной проволоки должен находиться в восстановительной зоне или в сварочной ванне.
Рукоятка горелки может располагаться вдоль оси шва или перпендикулярно к ней. То или иное положение выбирается в зависимости от условий и удобства работы газосварщика: его руку не должен обжигать нагретый металл.
Горелка в руке сварщика может перемещаться в двух направлениях:
● справа налево, когда пламя направлено на холодные, еще не сваренные кромки металла, а присадочная проволока подается впереди пламени. Такой способ получил название левого и применяется при сварке тонкостенных (толщиной до 3 мм) конструкций и легкоплавких металлов и сплавов;
● слева направо, когда пламя направлено на сваренный участок шва, а присадочная проволока подается вслед за пламенем. Такой способ называется правым и используется для сварки конструкций с толщиной стенки свыше 3 мм и металлов с большой теплопроводностью. Качество шва при правом способе сварки выше, чем при левом, так как металл лучше защищен пламенем горелки от воздействия воздуха.
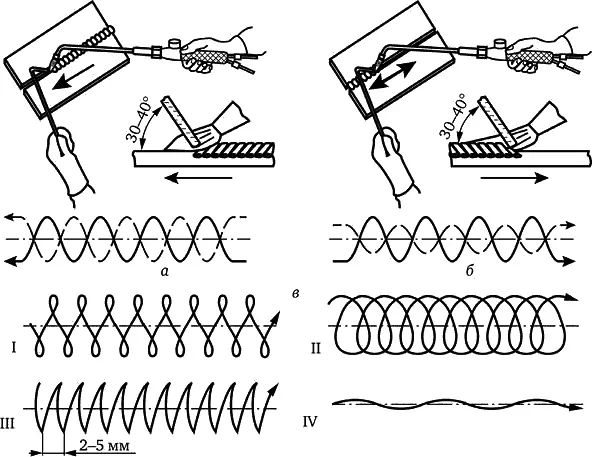
Рис. 42. Техника сварки:
а – левый способ; б – правый способ (сплошной линией показано движение горелки; пунктирной – движение присадочной проволоки; стрелками указано направление сварки); в – манипуляции мундштуком горелки при сварке: I – восьмеркой; II – по спирали; III – полумесяцем; IV – прямолинейно
В процессе сварки конец мундштука горелки совершает одновременно два движения: поперечное – перпендикулярно к оси шва и продольное – вдоль оси шва. Основным является продольное движение, поперечное служит для равномерного прогрева кромок основного и присадочного металла и получения шва необходимой ширины.
Присадочной проволокой можно совершать такие же колебательные движения, но в направлениях, противоположных движениям конца мундштука горелки. Конец присадочной проволоки не рекомендуется извлекать из сварочной ванны и особенно из восстановительной зоны пламени.
Вид движений, совершаемых мундштуком и проволокой, зависит от положения шва в пространстве, толщины свариваемого металла, рода металла и требуемых размеров сварного шва (рис. 42, в ). Так, для сварки швов в нижнем положении наиболее распространено движение полумесяцем; при сварке металла средней толщины – по спирали; при толщине металла более 8 мм – зизгагообразное. При сварке угловых швов пламя и конец присадочной проволоки перемещают с большей задержкой по краям шва. Тонкий металл сваривают прямолинейным движением без поперечных колебаний горелки.
Сварка в различных пространственных положениях
Сварка в нижнем положении.Нижние швы выполнять наиболее легко, так как расплавленный присадочный металл не вытекает из сварочной ванны. Кроме того, за сваркой такого шва удобно наблюдать.
В расплавленную ванну вводят конец проволоки и расплавляют небольшое ее количество, после чего перемещают в восстановительную зону пламени. Мундштуком совершают круговые движения и перемещают его для образования новой ванночки, которая должна перекрывать предыдущую на ⅓ диаметра. После расплавления новой ванны в нее погружают конец проволоки и повторяют процедуру.
Нижние швы выполняют как левым, так и правым способом в зависимости от толщины свариваемого металла. Тонкие пластины с отбортовкой кромок сваривают левым способом. Шов формируют без присадочного материала, за счет расплавления основного металла (рис. 43, а ).
Сварка нахлесточныхшвов.Шов накладывают левым способом с присадочным материалом (рис. 43, б ). При вынужденных перерывах в работе перед возобновлением процесса сварки нужно переплавить закристаллизовавшийся в кратере металл. Вообще, для получения нахлесточных швов рациональнее использовать дуговую сварку, а газовая применяется только при крайней необходимости (за исключением сварки свинца) из-за коробления соединяемых листов.
Сварка в вертикальном положении.Вертикальные швы при малой толщине металла сваривают сверху вниз правым способом (рис. 43, в ) и снизу вверх правым или левым способом (рис. 43, г – д ). Сварка тонколистового металла толщиной не более 4–5 мм производится снизу вверх – левым способом. Горелку перемещают таким способом, чтобы не дать стечь расплавленному металлу, и давлением газов пламени поддерживают в зазоре ванночку металла. Сварка сверху вниз правым способом требует большой сноровки – металл удерживают от стекания концом присадочной проволоки, погруженной в ванну.
При сварке металла толщиной от 2 до 20 мм вертикальные швы целесообразно выполнять способом двойного валика (рис. 43, е ). В этом случае скоса кромок не делают и свариваемые детали устанавливают с зазором, равным половине толщины свариваемого металла. Процесс ведется снизу вверх.
Читать дальшеИнтервал:
Закладка:









