Юрий Подольский - Сварочные работы. Практическое пособие

- Название:Сварочные работы. Практическое пособие
- Автор:
- Жанр:
- Издательство:ООО «Книжный клуб “Клуб семейного досуга”»
- Год:2015
- Город:Харьков, Белгород
- ISBN:978-617-12-0106-4, 978-5-9910-3430-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Практическое пособие краткое содержание
Книга познакомит вас с основными видами сварки: ручной дуговой, автоматической дуговой, электрошлаковой и газовой. Также подробно описаны особенности сварных соединений и швов, электродуговой и кислородной резки металлов: алюминия, нержавеющей стали, меди, чугуна. Кроме того, мастера-любители по приведенным расчетам смогут самостоятельно изготовить множество полезных в быту приспособлений.
Сварочные работы. Практическое пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
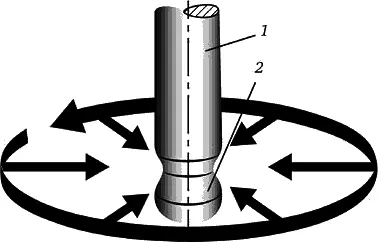
Рис. 39. Схематическое изображение действия пинч-эффекта:
1 – электрод; 2 – формирование капли металла
Длинная дуга.Длинная дуга возникает в верхней части диапазона мощности (т. е. при высоких силах тока и напряжения), когда сварка ведется в среде диоксида углерода или в среде защитных газов с высоким содержанием углекислоты (≥ 25 %). В этом случае образование дуги на конце электрода очень ограничено, пинч-эффект проявляется очень слабо или не проявляется совсем. На конце электрода образуются крупные капли, переходящие в изделие в основном под влиянием силы тяжести. При этом между каплей и сварочной ванной зачастую образуются закорачивающие перемычки, по которым в сварочную ванну переходит материал присадки. В отдельных случаях встречается и свободный переход очень крупных капель. Короткие замыкания длятся в этом случае дольше из-за большой массы капель. Вследствие этого возникают очень высокие токи замыкания, ведущие к сильному брызгообразованию при повторном зажигании дуги, сварочная ванна большая и горячая. Поэтому этот процесс пригоден только для сварки в позициях РА и РВ (в нижнем положении и для горизонтального шва на вертикальной плоскости). Сварка в стесненных условиях невозможна.
Капельная дуга.В среде аргона и смесей с высоким содержанием аргона дуга при образовании капли окутывает весь конец электрода, поэтому при достаточной силе тока пинч-эффект может проявиться оптимально. Переход материала происходит без короткого замыкания и значительного образования брызг. Капельная дуга появляется в среде богатых аргоном газов в верхнем диапазоне мощности. Образуется большая и горячая сварочная ванна, поэтому с некоторыми ограничениями этот процесс допустим для сварки в стесненном положении.
Смешанная дуга.Между короткой дугой, с одной стороны, и капельной и длинной дугами, с другой стороны, можно поместить смешанную дугу, при которой переход материала происходит как в коротком замыкании, так и в свободном падении. Однако в этой части диапазона возникает сильное брызгообразование, в том числе в среде богатых аргоном смесей. Поэтому рекомендуется избегать средней части диапазона силы тока либо использовать в ней импульсную дугу.
Импульсная дуга.Импульсная дуга появляется, если для сварки вместо постоянного тока используется импульсный ток. Регулируемыми параметрами этого вида дуги, помимо скорости подачи проволоки, являются, в зависимости от модуляции источника тока, основной ток и основное напряжение, импульсный ток и импульсное напряжение, длительность и частота импульсов. Под воздействием пинч-эффекта от конца электрода в каждой импульсной фазе отделяется по одной капле. Сварочный процесс характеризуется образованием маленьких капель и незначительным брызгообразованием. При жестко заданных значениях основного тока (напряжения), импульсного тока (напряжения) и длительности импульса можно установить мощность с помощью подачи проволоки и регулировать длину дуги с помощью изменения частоты импульсов. Импульсная дуга появляется во всем диапазоне мощности и хорошо подходит для сварки в стесненных условиях при низких и средних значениях силы тока.
Применяемые материалы
Защитные газы.При сварке MIG/MAG используют чистые инертные и активные газы, смеси газов в различных сочетаниях: инертные + инертные, инертные + активные и активные + активные (табл. 21). Водород при сварке плавящимся электродом не применяется из-за высокого разбрызгивания. Активный газ двуокись углерода (СО 2) регламентируется ГОСТ 8050–85, кислород газообразный (О 2) – ГОСТ 5583–78. Расчет расхода защитного газа Нг в литрах или кубических метрах на 1 м шва для малого производства производится по следующей формуле:
Н г= (Н уг × Т + Н дг),
где Н г– удельный расход защитного газа, приведенный в табл. 22, м 3/с (л/мин);
Т – основное время сварки n-го прохода, с (мин);
Н дг– дополнительный расход защитного газа на выполнение подготовительно-заключительных операций при сварке n-го прохода.
При MIG-сварке алюминия плавящимся электродом в инертном газе устанавливаются несколько бо́льшие значения расхода газа из-за высокой окисляемости материала; при смесях аргона и гелия – значительно бо́льшие вследствие невысокой плотности гелия.
Присадочно-электродный материал.Наиболее часто используемые диаметры электродов для сварки MIG/MAG составляют 0,8; 1,0; 1,2 и 1,6 мм. Диаметры порошковых проволок начинаются чаще всего от 1,0 мм. Нелегированные и низколегированные проволочные электроды применяются, как правило, в исполнении с омедненной поверхностью. Благодаря меднению снижается сопротивление трения скольжения при подаче и улучшается электрический контакт.
Высоколегированные проволоки нельзя покрывать медью гальваническим или электролитическим способом, и они поставляются с белой поверхностью без покрытия. Сварные проволоки из алюминия также применяются с поверхностью без покрытия. Проволочные сварочные присадки для сварки в среде защитного газа поставляются на катушках с воротом, оправкой либо на корзиночных катушках.
При сварке в углекислом газе малоуглеродистых и низкоуглеродистых сталей необходимо применять кремний-марганцовистые проволоки, а для сварки легированных сталей – специальные проволоки (табл. 23).
По ГОСТ 2246–70 предусматривается изготовление 75 марок сварочных проволок, в том числе и для сварки в защитных газах, диаметром от 0,3 до 12,0 мм. Средне– и сильноокислительные газы группы М2 и МЗ (Аг ++ СО 2, Аг + О 2, Аr + СО 2+ О) и С (СО, СО 2+ О 2) применяются в сочетании с проволоками, содержащими раскислители Mn, Si, Al, Ti и др. (например, Св-08Г2С, Св-08ГСМТ, Св-08ХГ2С).
Порошковые проволоки применяются для сварки без защиты и с дополнительной защитой зоны сварки углекислым газом. По типу сердечника порошковые проволоки можно разделить:
1) на самозащитные: рутил-органические, карбонатно-флюоритные, флюоритные;
2) газозащитные: рутиловые, рутил-флюоритные.
Применение порошковых проволок вместо сплошных позволяет легировать шов в широких пределах и повышать стойкость его против пор и горячих трещин, обеспечивать заданные механические свойства. Кроме того, наличие шлака снижает разбрызгивание, набрызгивание и улучшает форму шва.
У сварки полуавтоматом масса достоинств, одним из которых является возможность проведения работ без защитного газа. При этом типе сварки не нужно покупать баллоны с газом, а порошковая проволока имеется в широком ассортименте. В зависимости от ее состава можно сформировать необходимый шов и организовать оптимальный режим горения дуги. Как и при сваривании алюминия, в этом случае применяется обратная полярность. Это нужно для повышения температуры сварочной дуги и расплавления флюса.
Читать дальшеИнтервал:
Закладка:









