Борис Колесников - Центробежные насосы, самоочищающиеся фильтры

- Название:Центробежные насосы, самоочищающиеся фильтры
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:9785005022387
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Борис Колесников - Центробежные насосы, самоочищающиеся фильтры краткое содержание
Центробежные насосы, самоочищающиеся фильтры - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
технологических возможностей литейных цехов ведущих металлургических заводов, вследствие чего формообразование цельнолитых рабочих колёс для Братской ГЭС вызвало ряд сложных технических проблем, которые были успешно решены в результате создания рабочих колёс сварно-литой конструкции. С тех пор, благодаря техническому прогрессу достигнутому в области технологии сварки крупногабаритных деталей, рабочие колёса радиально-осевых гидротурбин выполняются сварной конструкции с широким применением штампованных лопастей из листовой стали, защищённых износостойкими наплавкам в зонах предполагаемого кавитационного износа. [19], [24]
В смежной с гидромашиностроением отрасли, в
компрессоростроении, рабочие колёса сварной конструкции также получили широкое распространение при изготовлении центробежных воздуходувок и компрессоров. На заводе «Узбекхиммаш» (г. Чирчик) ещё в конце прошлого столетия было налажено серийное производство стальных рабочих колёс сварной конструкции для воздуходувок, поставляемых как внутри страны, так и на экспорт.
Автоматическая приварка штампованных лопаток к ведущему и покрывному дискам рабочего колеса осуществляется с помощью устройства, конструктивная схема которого изображена на рис. 1.22. [25]
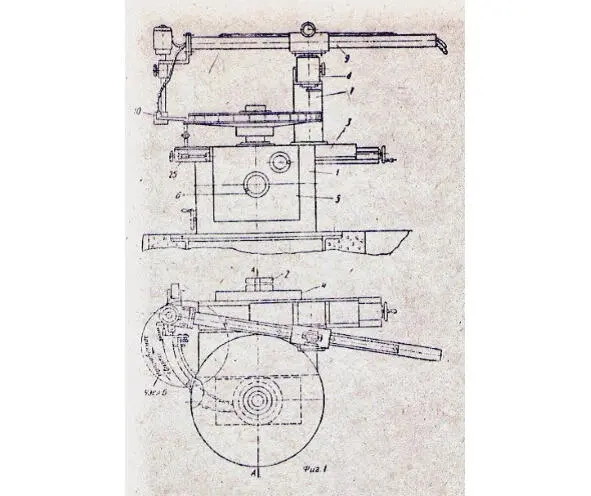
Рис. 1.22. Устройство для автоматической приварки лопастей к ведущему и покрывному дискам рабочего колеса центробежной воздуходувной машины
Высокопроизводительная установка для сварки рабочих колёс центробежных компрессоров была также разработана во Всесоюзном проектно-технологическом институте энергетического машиностроения. [26]
Серийное производство рабочих колёс сварной конструкции для центробежных насосов одностороннего входа было налажено три десятилетия тому назад в Японии. [27]
На рис. 1.23 показаны общий вид сварных рабочих колёс с лопастями, изготовленными штамповкой из листовой стали и характеристики этих насосов. В сравнении с литым, масса сварного рабочего колеса уменьшилась почти в 2 раза. Кроме того, за счёт использования более тонких лопастей и более высокой чистоты поверхности межлопастных каналов, а также повышения точности изготовления рабочих колёс сварной конструкции было достигнуто существенное повышение КПД насосов – до 8%.
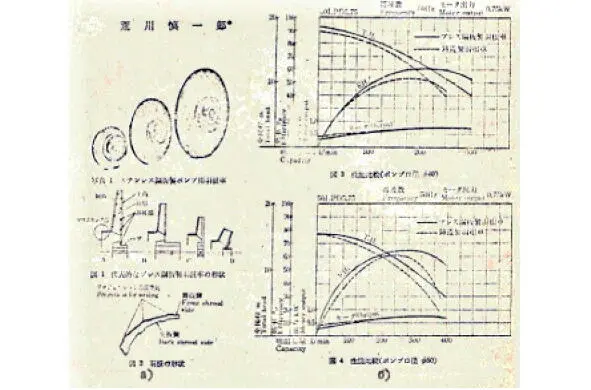
Рис. 1.23. Рабочие колёса сварной конструкции: а) – рабочие колёса сварной конструкции для центробежных насосов одностороннего входа б) – сравнение характеристик насосов с литыми и сварными колёсами
Весьма технологичная конструкция сварного рабочего колеса для крупных центробежных насосов двустороннего входа предложена по патенту США №4322200, рис. 1.24. [28]
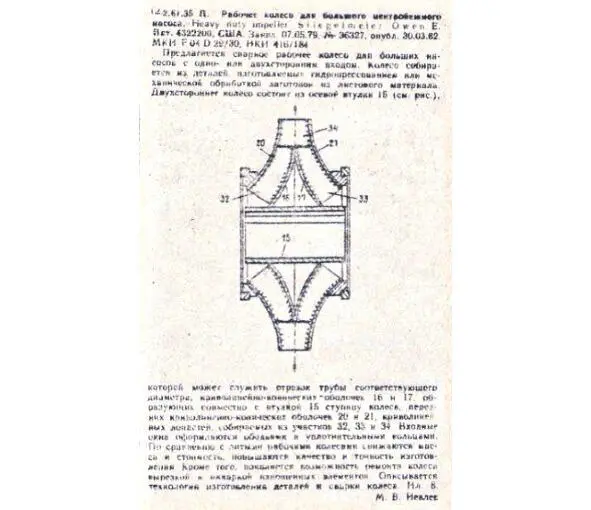
Рис. 1.24. Рабочее колесо сварной конструкции для
крупного центробежного насоса
двустороннего входа
В СССР сварные рабочие колёса из нержавеющей стали были разработаны для центробежных насосов одностороннего входа (крекинг-насосы) ещё в 60-е годы прошлого столетия. [29]
6.1. Рабочие колёса сварной конструкции
В 1973 – 78 г.г. разработка конструкции и технологии изготовления сварных рабочих колёс для центробежного насоса двустороннего входа выполнялась трестом «Узоргтехстроймелиорация»* ММиВХ УзССР и институтом «СредАзВНИИГидромаш»*. По рекомендации Управления по эксплуатации насосных станций Узмиводзоза в качестве аналога было принято цельнолитое чугунное рабочее колесо насоса 6НДв (поз. 11, рис. 1.25).
*Примечание: трест «Узоргтехстроймелиорация» и институт «СредАзВНИИГидромаш» в конце прошлого века прекратили своё существование.
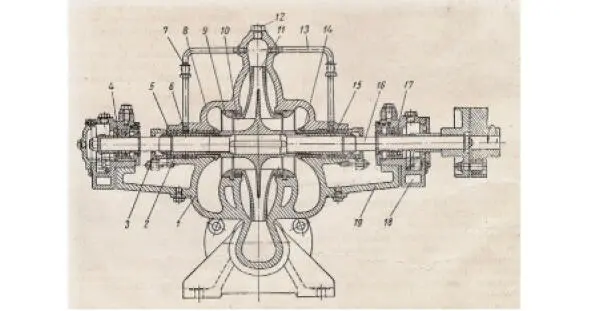
Рис. 1.25. Центробежный насос двустороннего входа 6НДв *. [6]
Схематичный чертёж рабочего колеса сварно-литой конструкции для центробежного насоса 6НДв представлен на рис. 1.26.
Предложенная разработчиками конструкция сварного рабочего колеса с двусторонним входом центробежной машины была защищена авт. свид. СССР №533759. [31]
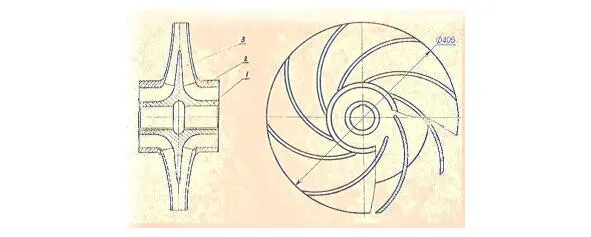
Рис. 1.26. Рабочее колесо сварной конструкции центробежного насоса 6НДв
Рабочее колесо состоит из отдельных составных частей: ступицы (ведущего диска) 1, двух покрывных дисков 2 и лопастей 3. Для соединения лопастей 3 с покрывными дисками 2, в последних предусмотрены замкнутые фасонные прорези, через которые обеспечивается доступ к торцам лопастей для их приварки к покрывным дискам ручной электросваркой.
Для обеспечения требуемой точности сборки и получения надёжного соединения лопастей с ведущим и покрывными дисками, в лопастях 3 и в ступице 1 предусмотрены открытые с одной стороны пазы, а в покрывных дисках выполнены замкнутые фасонные прорези, через которые обеспечивается доступ к торцам лопастей для их приварки к покрывным дискам, рис. 1.27 и 1.29.
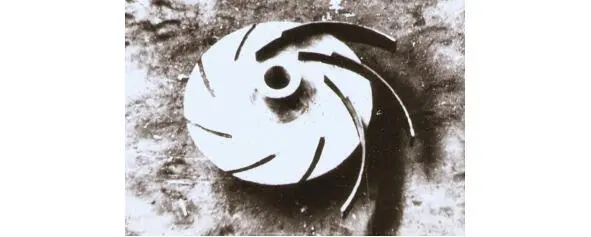
Рис. 1.27. Сборка лопастей с ведущим диском
рабочего колеса центробежного насоса 6НДв
Лопасти опытного рабочего колеса были изготовлены штамповкой из листовой стали 2Х13, а ведущий и покрывные диски с фасонными прорезями были отлиты из стали 30Л с последующей механической обработкой ведущего диска и внутренних поверхностей покрывных дисков.
Сборка и сварка рабочих колёс осуществлялась в специальном кондукторе, рис. 1.28 и 1.29.
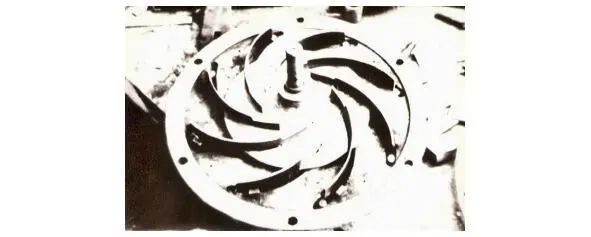
Рис. 1.28. Установка покрывного и ведущего дисков с лопастями рабочего колеса центробежного насоса 6НДв в кондуктор для сборки
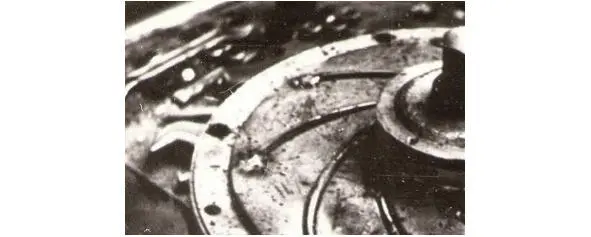
Рис. 1.29. Составные части рабочего колеса центробежного насоса 6НДв в кондукторе для сборки
Из рассмотрения рис. 1.29. следует, что наружный диаметр покрывных дисков на 10÷15 мм превышает диаметр расположения выходных кромок лопастей, что позволило выполнить фасонные прорези для приварки лопастей замкнутыми, и тем самым обеспечить необходимую жёсткость покрывных дисков и предотвратить деформацию его периферийной зоны в процессе сварки рабочего колеса.
Читать дальшеИнтервал:
Закладка:
![Дэниэл Деннет - Насосы интуиции и другие инструменты мышления [litres]](/books/1075133/deniel-dennet-nasosy-intuicii-i-drugie-instrumenty.webp)