Борис Колесников - Центробежные насосы, самоочищающиеся фильтры

- Название:Центробежные насосы, самоочищающиеся фильтры
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:9785005022387
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Борис Колесников - Центробежные насосы, самоочищающиеся фильтры краткое содержание
Центробежные насосы, самоочищающиеся фильтры - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
После сварки в кондукторе рабочее колесо подвергалось механической обработке до заданных проектом геометрических размеров. Для проверки геометрической формы дисков и лопастей использовались стальные шаблоны, изготовленные в соответствии с требованиями конструкторской документации.
На основании акта обследования, рис. 30, рабочие колеса сварной конструкции были рекомендованы для серийного производства и внедрения на насосных станциях.
В 1976 г. на специализированном ремонтном предприятии (ЦБ ЭРПП) Узмиводхоза было изготовлено 40 шт. сварных рабочих колёс, которые были установлены на насосных станциях, оборудованных насосами 6НДв и которые показали высокую эксплуатационную надёжность: на ремонтное предприятие в течение длительного времени перестали поступать заявки на ремонт роторов насосов 6НДв.
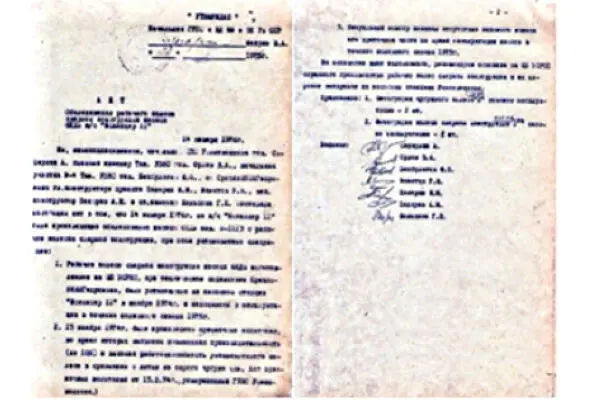
Рис. 1.30. Акт обследования рабочего колеса сварной конструкции насоса 6НДв
Например, по сообщению Андижанского УЭНС, рис. 1.31, колёса сварной конструкции после поливного сезона 1978 г. сохранились в хорошем состоянии, без видимых признаков износа, несмотря на то, что лопасти этих рабочих колёс были изготовлены не износостойкой стали стали 2Х13, предусмотренной проектом, а из обыкновенной листовой стали Ст3. Замена стали 2Х13 на сталь Ст3 была произведена по просьбе изготовителя в связи с трудностями, возникшими при механической обработке наружной поверхности покрывных дисков после приварки лопастей из стали 2Х13.
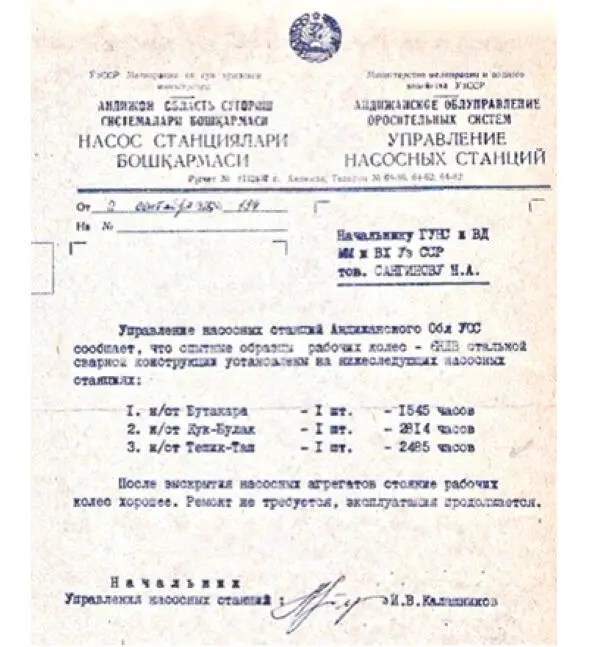
Рис. 1.31. Сообщение о техническом состоянии 3-х сварно-литых рабочих колёс после наработки в течении поливного сезона
При изготовлении опытной партии сварно-литых рабочих колёс для насосов 6НДв выявились следующие недостатки:
а) Повышенный износ металлорежущего инструмента вследствие ударной нагрузки, возникающей при обработке заготовок литых покрывных дисков с прорезями и при обработке сварочных швов на покрывных дисках после приварки лопастей;
б) Существенное увеличение объёма механической обработки (по сравнению с обработкой цельнолитых колёс)
Указанные выше недостатки были в значительной мере устранены при разработке конструкции сварно-литых рабочих колёс для насосов 24 НДс, рис. 1.32.
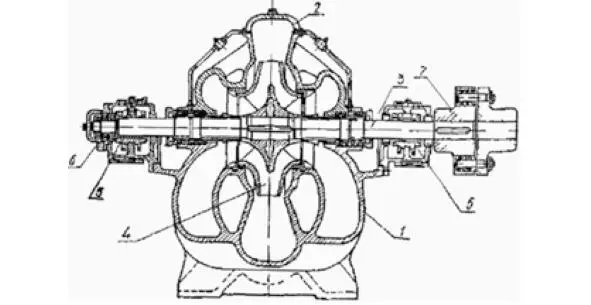
Рис. 1.32. Центробежный насос двустороннего входа 24 НДс *
Рабочее колесо сварной конструкции центробежного насоса двустороннего входа 24НДс и его составные части схематично изображены на рис. 33 и 34, соответственно.
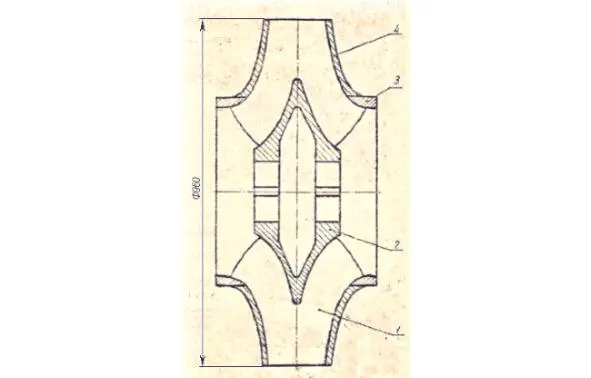
Рис. 1.33. Рабочее колесо сварной конструкции
центробежного насоса двустороннего входа 24НДс
Рабочее колесо, рис. 1.33, состоит из штампованных лопастей 1, литого ведущего диска (ступицы) 2, литой входной горловины 3 и штампованных покрывных дисков 4. Лопасти 1 и покрывные диски 4 должны быть по проекту изготовлены штамповкой из листовой стали Ст3 толщиной 12 мм, а литые ступица 2 и горловина 3 из стали 35Л. Лопасть 1 имеет пространственную кривизну, при этом рабочая сторона лопасти была спроектирована в полном соответствии с проектными размерами модельных срезов для нового литого чугунного рабочего колеса насоса 24НДс по ТУ 20-06-888-74. Толщина лопасти, измеряемая по нормали к рабочей поверхности, выполнена постоянной, вследствие чего геометрическая форма тыльной стороны имеет существенные отличия от геометрии тыльной стороны литого рабочего колеса. Кроме того, в рабочем колесе сварной конструкции толщины лопастей 1 и покрывных дисков 4 приняты в 1,5 раза меньшими, чем толщины тех же конструктивных элементов литого чугунного рабочего колеса (см. приложение 1.1).
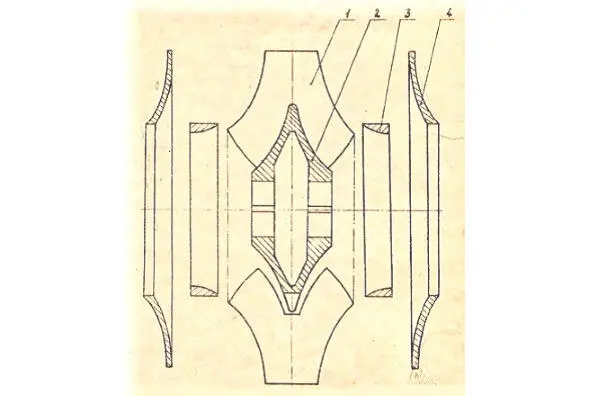
Рис. 1.34. Составные части рабочего колеса сварной конструкции центробежного насоса 24НДс
1- лопасть; 2- ступица; 3- горловина; 4- покрывной диск
Для обеспечения надёжного соединения лопастей 1 со ступицей 2, в лопастях со стороны входа выполнены по оси симметрии открытые с одного конца фасонные прорези, а в периферийной части ступицы выполнены пазы, в которые вставляются лопасти, при этом соответствующие кромки фасонных прорезей охватывают наружную поверхность ступицы так, что в результате образуется соединение «в замок». Кроме того, пазы в периферийной части ступицы 2 обеспечивают равномерность межлопастного шага в срединной части рабочего колеса (рис. 1.34).
В отличие от ранее разработанной конструкции сварно-литого рабочего колеса для насоса 6НДв, в сварно-литом рабочем колесе насоса 24НДс входная горловина 3 отделена от покрывного диска 4, что обеспечило доступ для ручной приварки лопастей к ступице 2 и к горловине 3 с последующей приваркой к покрывным дискам 4.
В связи с отсутствием на специализированном ремонтном предприятии (ЦБ ЭРПП) Узмиводхоза необходимого кузнечнопрессового оборудования не представилось возможным изготовить лопасти и покрывные диски штамповкой и поэтому упомянутые конструктивные элементы были отлиты из стали 35Л методом литья в землю. В результате отлитые в землю лопасти существенно отличались одна от другой как по толщине, так и по массе. После отливки ступица и покрывные диски подверглись механической обработке до заданных проектом размеров; рабочая и тыльная поверхности лопастей были зачищены ручными шлифовальными машинками (без проверки соответствия фактических размеров проектной геометрической форме лопастей).
Сборка опытных рабочих колёс осуществлялась на специальном стенде, рис. 1.35, обеспечивающим при сборке рабочего колеса удобную и точную фиксацию взаимного положения ступицы, лопастей и покрывных дисков.
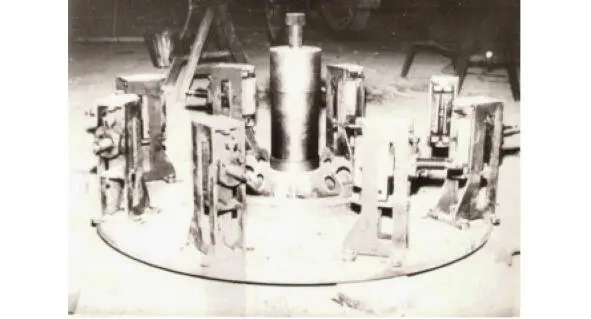
Рис. 1.35. Стенд для сборки сварного рабочего
колеса центробежного насоса 24НДс
Так как литые лопасти существенно отличались одна от другой по массе, то, с целью уменьшения начального статического дисбаланса рабочего колеса, расстановка литых лопастей производилась с учётом их фактической массы, которая определялась взвешиванием каждой лопасти. После сборки, сварки и механической обработки до проектных размеров производилась статическая балансировка рабочего колеса с приваркой балансировочного груза (стальной пластины), рис. 1.36.
Читать дальшеИнтервал:
Закладка:
![Дэниэл Деннет - Насосы интуиции и другие инструменты мышления [litres]](/books/1075133/deniel-dennet-nasosy-intuicii-i-drugie-instrumenty.webp)