Наталья Коршевер - Работы по металлу

- Название:Работы по металлу
- Автор:
- Жанр:
- Издательство:Вече
- Год:2005
- Город:Москва
- ISBN:5-9533-0541-9, 978-5-9533-0541-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Наталья Коршевер - Работы по металлу краткое содержание
Эта книга поможет тем, кто хочет освоить некоторые виды слесарных работ для решения таких проблем, как ремонт сантехники, бытовой техники и транспортных средств. А желающие создавать красивые вещи интерьера своими руками получат полезные советы по технике декоративной обработки металлов, включающей чеканку, ковку металла, художественное литье и основы литейного дела. С помощью этой книги читатели смогут овладеть тонкостями этих увлекательных ремесел.
Работы по металлу - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
При ручной формовке рекомендуют использовать небольшие по размерам и массе (до 30 кг – без смеси, до 60 кг – со смесью) опоки, которые впоследствии можно будет достаточно легко перемещать.
При литье в домашних условиях очень важно правильно выбрать опоку необходимого размера, чтобы при ее использовании не произошло разрушения формы. При выборе и установке опоки нужно учитывать следующие параметры:
– расстояние между полостью формы и стенкой мелкой опоки должно составлять 30–50 мм, крупной – от 100 до 150 мм;
– расстояние от стержневого знака до боковой стенки опоки не должно превышать 50 мм;
– расстояние от модели до верхней или нижней поверхности мелкой опоки должно быть 40–60 мм, средней опоки – 60–120 мм, крупной – более 100 мм;
– расстояние от нижнего знака стержня до нижней части опоки может составлять от 20 до 120 мм;
– от верхнего знака стержня до верхней части опоки следует выдерживать расстояние в 50–120 мм;
– при формовке сразу нескольких отливок в одной опоке расстояние между полостями формы должно быть не менее 20–25 мм для тонкостенных и невысоких отливок и 30–50 мм при изготовлении форм с высокими и толстыми стенками.
Для скрепления парных опок на их стенках необходимо сделать выступы, или приливы, в которых затем нужно высверлить отверстия, предназначенные для впрессованных стальных втулок. Две опоки можно скрепить двумя способами (рис. 165):
1. Штырем (рис. 165, а). В данном случае при скреплении деталей используемые металлические штыри вставляют в отверстия ушек верхней опоки.
2. На штырь (рис. 165, б). При этом способе скрепления верхнюю опоку надевают на штыри, предварительно закрепленные на нижней.
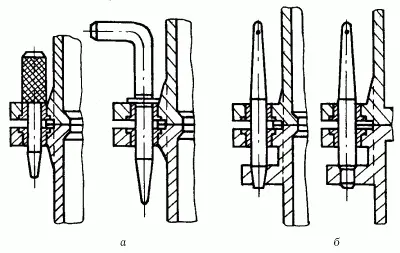
Рис. 165. Способы скрепления опок: а – штырем; б – на штырь.
Стержневые ящики – необходимый инвентарь литейщика. Их используют для изготовления больших партий стержней, чаще делают из песчано-глинистых смесей.
Литейный стержень по внешнему виду напоминает штырь. С его помощью при литье делают необходимые отверстия и задают нужные контуры будущей отливке. В форме его закрепляют на специально сделанном для этого выступе, который в процессе производства отливки входит в соответствующую ему впадину.
Литниковая система устанавливается для обеспечения плавного и равномерного продвижения жидкого металла по каналам формы, а также является своеобразным фильтром для используемого расплава.
Подобная система, как правило, состоит из литниковой чаши (воронки), стояка, шлакоуловителя, питателей и прибылей.
Из разливочного ковша расплавленный металл наливают в литниковую чашу, или воронку, которая располагается в верхней части формы (рис. 166).
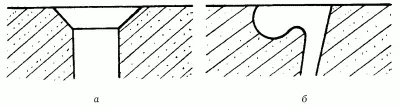
Рис. 166. Виды литниковых воронок: а – простая; б – в форме чаши.
Для изготовления небольших по размеру отливок из алюминия или чугуна в форме проделывают воронку (рис. 166, а). Для литья крупных изделий в форме создают чашу (рис. 166, б). Причем выступ на ее дне служит в качестве своеобразного шлакоуловителя.
Из литниковой чаши (или воронки) жидкий сплав попадает в стояк, обычно вертикально расположенный в верхней полуформе под углом 2–4° и имеющий коническую или цилиндрическую форму. Модели стояков лучше всего изготавливать из дерева.
Он является своеобразным передаточным звеном, откуда очищенный от шлаков сплав поступает к питателям. По внешнему виду шлакоуловитель представляет собой горизонтально расположенный канал.
Поскольку плотность жидкого металла и шлаков различна, последние быстрее всплывают на поверхность. В остывшем вязком сплаве этот процесс идет медленнее, и мелкие включения не успевают всплывать на поверхность. Поэтому очистку лучше проводить, пока металл еще не успел охладиться.
На рис. 167 представлены различные виды шлакоуловителей.
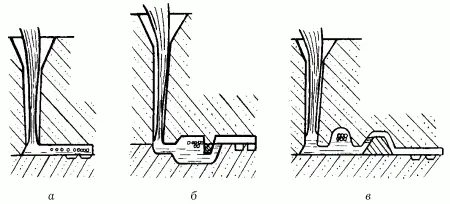
Рис. 167. Виды шлакоуловителей: а – обычный; б – с удержанием шлака в широком канале; в – с удержанием шлака в высоком канале.
Питатели имеют обычно прямоугольную или трапециевидную форму. Они должны легко отделяться от полученного в процессе литья и затем охлажденного изделия. Питатели чаще всего делаются прямоугольной или трапециевидной формы, реже – полукруглой. Из них жидкий металл попадает непосредственно в полость формы.
В форме необходимо также расположить прибыли. При охлаждении некоторые металлы дают очень большую усадку, поэтому недостаток металла необходимо компенсировать. Для этого в верхних полуформах создают дополнительные каналы и полости, в которые заливается добавочный металл (рис. 168).
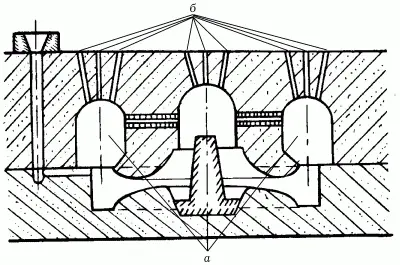
Рис. 168. Прибыли: а – полости для прибылей; б – каналы для выхода воздуха.
С помощью холодильников можно регулировать процессы охлаждения металла внутри формы. Различают внешние и внутренние холодильники.
Внешние холодильники располагают в различных местах формы: под фланцем отливки, под полкой, в углу стенки, сверху и в углах Т-образной стенки. Такие холодильники, как правило, вклеивают внутрь формы с помощью жидкого клея.
При литье крупных изделий отдельные части холодильника (шпильки, проволочную спираль или металлическую пластину) размещают внутри полости формы, причем при взаимодействии с жидким металлом такой внутренний холодильник должен полностью расплавиться.
Для выведения из полости лишнего воздуха и образующихся в процессе литья газов в форме делают выпоры – вертикально расположенные каналы, которые выходят наружу и в полость формы.
С этими же целями в полуформах с помощью длинных игл – душников – проделывают вентиляционые каналы.
Для стержней при отливе необходимо установить дополнительные опоры – жеребейки, которые должны будут сплавиться с жидким металлом.
Для лучшего сплавления их поверхность рекомендуют покрывать оловом.
Жеребейки бывают самых разнообразных конфигураций. Они должны иметь гладкую и чистую поверхность.
При этом для литья из стали нужно использовать жеребейки из низкоуглеродистой стали, для литья чугунных изделий применяют чугунные жеребейки.
Читать дальшеИнтервал:
Закладка: