Наталья Коршевер - Работы по металлу

- Название:Работы по металлу
- Автор:
- Жанр:
- Издательство:Вече
- Год:2005
- Город:Москва
- ISBN:5-9533-0541-9, 978-5-9533-0541-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Наталья Коршевер - Работы по металлу краткое содержание
Эта книга поможет тем, кто хочет освоить некоторые виды слесарных работ для решения таких проблем, как ремонт сантехники, бытовой техники и транспортных средств. А желающие создавать красивые вещи интерьера своими руками получат полезные советы по технике декоративной обработки металлов, включающей чеканку, ковку металла, художественное литье и основы литейного дела. С помощью этой книги читатели смогут овладеть тонкостями этих увлекательных ремесел.
Работы по металлу - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
При изготовлении тонкостенных отливок (толщиной не более 10 мм) лучше всего использовать жеребейки из белой жести, а при литье крупных изделий применяют литые.
Помимо литейной формы, стержней и модельного комплекта, для ручного литья необходим и другой инвентарь, который условно можно разделить на несколько групп (рис. 169).
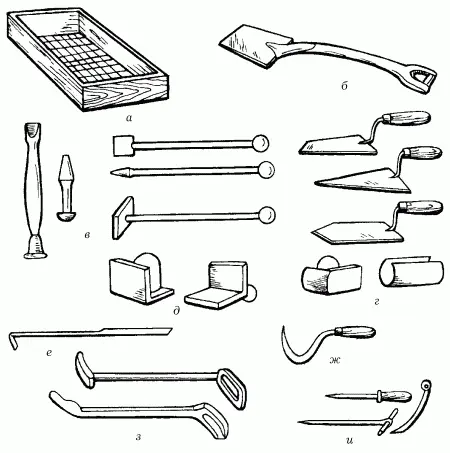
Рис. 169. Служебный инструмент для ручной формовки: а – сито; б – совковая лопата; в – ручные трамбовки; г – гладилки; д – угловые гладилки; е – крючок; ж – формовочный нож; з – фигурные ложки; и – стальные иглы.
1. Инструменты, предназначенные для заполнения опоки формовочной смесью: прямоугольные или круглые сита с металлической сеткой (рис. 169, а), плоские или совковые лопаты (рис. 169, б).
2. В опоке смесь утрамбовывают с помощью ручных трамбовок (рис. 169, в), которые, в зависимости от назначения, могут быть различными: короткими – для уплотнения смеси в опоках с низкими стенками, длинными – для уплотнения смеси в крупных опоках, с острыми или тупыми концами – для уплотнения смеси, соответственно, в объеме опоки или у ее поверхности.
3. Для контроля поверхностного слоя засыпанной и утрамбованной смеси используют ватерпас, или уровень.
4. Ровную и гладкую поверхность можно создать с помощью гладилки или ланцета (рис. 169, г).
5. Выправлять углы лучше всего угловыми гладилками (рис. 169, д).
6. Упавшие внутрь формы частицы формовочной смеси можно удалить с помощью крючка (рис. 169, е).
7. Для того чтобы избежать разрушения во время извлечения модели из формы, смесь необходимо предварительно увлажнить с помощью кисти.
8. Литниковые каналы лучше всего проделывать специальными ножами (рис. 169, ж).
9. Сгребать формовочную смесь в сито удобнее с помощью скребков и совков.
10. Для выравнивания поверхности литниковых ходов часто используют фигурные ложки (рис. 169, з).
11. Вентиляционные каналы можно проделать с помощью стальных игл разных диаметров (рис. 169, и): 3–5 мм – при изготовлении небольших форм, 7–10 мм – для крупных отливок.
12. Приготовленные модели расталкивают, используя специальные молоточки – киянки.
13. Лишними не окажутся и щетки, которыми можно сметать остатки и ненужные комочки формовочной смеси.
14. Для уплотнения формовочной смеси при изготовлении достаточно больших по размеру и массе форм рекомендуют использовать пневматическую трамбовку.
15. Часто внутри форм, на крестовинах, закрепляют крючки из изогнутой низкоуглеродистой стальной проволоки, которые служат опорой для формовочной смеси. Эти крючки для лучшего сцепления со смесью можно обмазать жидкой формовочной глиной.
16. Для того чтобы лучше зафиксировать формовочную смесь в верхней опоке, в ней устанавливают деревянные колышки.
17. Такие места в форме, как выступающие части, углы, болваны и переходы от тонких сечений к толстым, закрепляют с помощью литейных гвоздей, или шпилек.
18. Проволочные или литые каркасы используют в литье в качестве «скелета» стержней. При этом в небольшие по размерам стержни вставляют каркасы из тонкой проволоки, в более крупных стержнях устанавливают каркасы либо из проволоки диаметром до 9 мм, либо литые из чугуна.
19. Каждому литейщику необходимо всегда иметь под рукой пульверизатор (для нанесения краски на детали) и пневматические сопла (для обдува готовых форм перед сборкой их частей).
Материалы
При наличии всевозможных инструментов и приспособлений, модели и песчаной смеси, которую называют формовочной, можно изготовить литейную форму. В нее заливается металл. Этот процесс и есть получение отливки. Процесс изготовления литейной формы является наиболее продолжительным и трудоемким при производстве литья. Его называют формовкой. Ее подразделяют на формовку по-сырому (когда форму заливают в сыром виде), по-сухому (форму заливают после сушки), по модели, по шаблону, в почве, в опоках, на ручную и машинную в зависимости от сложности и размеров отливок, способа формовки и степени механизации процесса, типа применяемой для изготовления литейной формы формовочной смеси.
В зависимости от их применения формовочные материалы подразделяются на исходные материалы и смеси, а исходные, в свою очередь, – на основные и вспомогательные. Они имеют также рабочие свойства: природные и технологические. Природные свойства характерны для исходных формовочных материалов – песков и глин. К ним относятся морфологический, зерновой и химический составы материалов.
Они включают в себя различного рода добавки, припылы, краски, натирки, формовочные клеи, разделительный песок и пр.
Добавки – это опилки, молотый каменный и древесный уголь, конский волос, чугунная дробь. Их используют при изготовлении крупных форм и стержней, подвергающихся сушке перед заливкой металла. Для уменьшения пригара смеси к стенкам отливки добавляют 3–6 % каменноугольной пыли. В производстве крупных архитектурных отливок, во избежание образования трещин, которые появляются при сушке, в формовочную смесь добавляют конский волос. Для быстрого охлаждения массивных частей отливки применяют чугунную дробь, которую добавляют в формовочную смесь.
Припылы – это порошки, наносимые на внутреннюю поверхность сырой формы. Это делается для того, чтобы расплавленный металл не смачивал стенки формы, и с целью предупреждения образования пригара на отливке.
В зависимости от размера изделия и толщины его стенок в качестве припыла применяют древесноугольный порошок, серебристый или черный графит, цемент и маршаллит.
Если предстоит получить отливку со сложным рисунком и тонкими стенками, то нужно обратить внимание на качество формовочной смеси при изготовлении литейной формы. Ее свойствами являются прочность, пластичность, газопроницаемость, огнеупорность, податливость, состав зерен, теплопроводность.
Залитый в форму металл при кристаллизации и охлаждении уменьшается в объеме, и готовая отливка будет иметь несколько меньшие размеры, чем полость формы. Такое явление называют усадкой отливки.
Литейная форма не должна сопротивляться усадке металла. Иначе в стенках отливки могут образоваться трещины из-за напряжений, возникающих в металле.
Свойство формовочной смеси, характеризующее сопротивление усадке отливки в форме, называется податливостью .
При художественном литье металлы в чистом виде практически никогда не применяют, так как их свойства не соответствуют требованиям, предъявляемым к отливкам. При соединении двух и более химических элементов в определенных пропорциях получаются сплавы. Они бывают нескольких разновидностей: цветные (медь, олово, алюминий, свинец, цинк, магний и т. д.), черные сплавы (чугун и сталь). Наибольшее распространение получили медные сплавы в производстве монументальных отливок, а серый литейный чугун – при отливке малых форм.
Читать дальшеИнтервал:
Закладка: