Наталья Коршевер - Работы по металлу

- Название:Работы по металлу
- Автор:
- Жанр:
- Издательство:Вече
- Год:2005
- Город:Москва
- ISBN:5-9533-0541-9, 978-5-9533-0541-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Наталья Коршевер - Работы по металлу краткое содержание
Эта книга поможет тем, кто хочет освоить некоторые виды слесарных работ для решения таких проблем, как ремонт сантехники, бытовой техники и транспортных средств. А желающие создавать красивые вещи интерьера своими руками получат полезные советы по технике декоративной обработки металлов, включающей чеканку, ковку металла, художественное литье и основы литейного дела. С помощью этой книги читатели смогут овладеть тонкостями этих увлекательных ремесел.
Работы по металлу - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Залитый в форму сплав при охлаждении теряет объем. Это называется усадкой, которая бывает объемной и линейной. Если в отливках возникают внутренние напряжения, вызывающие трещины, пористость, усадочные раковины, то причиной этому стала усадка.
Она также негативно влияет на объем и размеры изготовляемых отливок.
При кристаллизации сплава возникает неоднородность химического состава – это ликвация, которая наиболее выражена в массивных сечениях изделия.
Здесь речь пойдет о сплавах, применяемых при художественном литье. Как уже говорилось выше, их несколько.
Если изделие будет работать в условиях повышенного трения, во влажной среде (морская вода), то такие детали необходимо изготавливать из медных сплавов. Они имеют хорошие литейные свойства, и их используют при художественном литье. Существует два вида медных сплавов – бронза и латунь. Расскажем немного о каждом. Олово, свинец, марганец, алюминий, добавленные к меди, – это и есть бронза. В свою очередь, бронза бывает двух видов – оловянная и безоловянная. Оловянные бронзы имеют как достоинства (высокое сопротивление износу и действию воды, хорошая жидкотекучесть), так и недостатки (высокая стоимость, низкая прочность при повышенной температуре, склонность к образованию усадочной пористости). Безоловянные бронзы обладают хорошей коррозионной прочностью и стойкостью, недороги, но в то же время отливки из них получаются с усадочными раковинами, не очень плотными.
Латунь – это сплав меди с цинком. Иногда добавляют и другие химические элементы. Эти сплавы чаще всего используют при изготовлении отливок со сложной поверхностью, потому что они имеют более плотную структуру и малую газовую пористость.
Они делятся на группы и марки, обладают хорошими литейными свойствами, великолепно обрабатываются, имеют малую плотность и очень прочны. Наибольшее применение имеет группа сплавов кремния с алюминием. Их называют силуминами.
Если учесть дефицитность и высокую стоимость медных сплавов, то лучшей замены им, чем серый чугун, не найти. Он обладает хорошими технологическими свойствами, высокой коррозионной стойкостью и низкой стоимостью. Поэтому широко применяется при изготовлении малых форм.
Техника формовки
Ручная формовка – процесс достаточно трудоемкий, однако терпение и желание создать необычное изделие из металла могут помочь овладеть им. В технологии ручной формовки особенное внимание следует уделять двум основным процессам: наполнению формы и уплотнению формовочной смеси. Недостаточное наполнение и уплотнение смеси часто приводят к различным дефектам на отливках.
Брак на изделиях может появиться в результате чрезмерного наполнения формы смесью, так как при этом нарушается выход газов и воздуха из полости. Наполнять формы и уплотнять смесь нужно равномерно по всему объему так, чтобы при этом не образовывались впадины и излишне плотные места в формовке.
Формовочные материалы порой бывают в состоянии, непригодном для приготовления смесей. Поэтому их подвергают предварительной обработке – сушке, размолу, просеиванию.
Сушку производят различными способами. Когда расход смесей небольшой, сушат в простых печах, на противнях. При большом потреблении материалов – в специальных барабанных печах.
Некоторые пески поступают из карьеров в виде спрессованных пластин, а глины – в виде комков. Поэтому их после сушки подвергают размолу в бегунах.
Просеивание производят после размола на вращающихся или качающихся ситах.
Подготовка отработанной смеси включает в себя дробление, магнитную сепарацию и регенерацию.
Нижеперечисленные операции входят в процесс приготовления формовочных смесей: составление смеси, перемешивание сухого состава, увлажнение, перемешивание влажного песка, вылеживание, разрыхление. Перед формовкой необходимо проверить качество формовочной смеси. Проверяют не все свойства, а только самые важные: газопроницаемость, прочность, количество глины, влажность и зерновой состав песка.
Изготовить модели для отлива в домашних условиях не так сложно, как может показаться на первый взгляд.
Небольшие по размеру неразъемные модели, состоящие из нескольких склеенных между собой досок, необходимо предварительно обработать на токарном или фрезерном станке.
Модели более крупных размеров собирают из подготовленных продольных или поперечных рам и затем соединяют в определенном порядке для получения необходимой формы. После этого деревянный каркас обшивают досками или листами фанеры толщиной в 30 мм, поверхность которых затем зачищают. И лишь потом присоединяют мелкие детали модели (ребра, бобышки, приливы), а также вставляют и закрепляют подъемы.
Разъемные модели соединяют с помощью деревянных или металлических шипов-дюбелей, которые закрепляют без использования клея, так как они подвержены быстрому износу. Металлические дюбели при этом крепят к модели шурупами, а деревянные удерживаются вообще без какого бы то ни было крепления за счет силы трения.
Отъемные детали прикрепляют к модели с помощью металлических шпилек или шипов типа «ласточкин хвост». При этом шпильки используют для моделей, предназначенных для выпуска небольшой партии изделий, а деревянные или металлические шипы «ласточкин хвост» применяют для скрепления частей моделей, по которым изготавливают большое количество форм для отлива.
Галтели в деревянных моделях можно установить различными способами: с помощью клея (рис. 170, а), врезать в модель (рис. 170, б) или изготовить непосредственно в ней (рис. 170, в). Такую деталь для формовочной модели можно изготовить и из замазки (рис. 170, г).
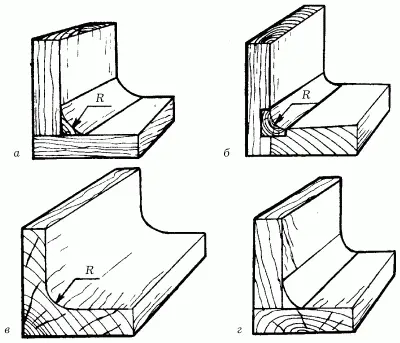
Рис. 170. Установка галтелей: а – вклеивание; б – врезание; в – цельная галтель; г – замазка.
Первоначально необходимо на модельной плите расположить модель отливки и питателя. После этого установить нижнюю опоку так, чтобы ее приливы оказались внизу, после чего предварительно слегка присыпанную серебристым графитом модель посыпать просеянной облицовочной смесью. Затем опоку надо заполнить смесью из органических и неорганических материалов (о них говорилось выше).
После наполнения формы ее нужно хорошо утрамбовать сначала острой трамбовкой для уплотнения стенок, а потом с тупым бойком, чтобы утрамбовать поверхностные слои наполнительной смеси, излишки которой потом можно удалить с помощью деревянной линейки. Для того чтобы при отливе газы выходили наружу, в смеси длинной металлической иглой проделывают вентиляционные каналы, которые не должны касаться модели.
Читать дальшеИнтервал:
Закладка: