Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие

- Название:Основы дизайна. Художественная обработка металла. Учебное пособие
- Автор:
- Жанр:
- Издательство:ЛитераФорте
- Год:2014
- Город:М.
- ISBN:978-5-519-01717-6
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие краткое содержание
В учебном пособии, которое в странах СНГ и зарубежом является первым такого рода, изложены основы дизайна художественной обработки металла. Эволюция технологий обработки металла прослеживается в теснейшей взаимосвязи с архитектурой, скульптурой, изобразительным, декоративно-прикладным искусством, где художественная обработка металла находит самое широкое применение.
Подробно характеризуются разнообразные способы изготовления художественных изделий (проволока и листовой металл; ковка, дифовочные работы; чеканка, гравирование и иные работы), а также с оборудованием и инструментами для этих работ.
Книга сопровождается рисунками, эскизами и таблицами; на конкретных примерах описаны приемы работы в различных техниках декора.
Для учащихся системы СПО: ПТУ, колледжей (техникумов) художественного профиля, учебных комбинатов, мастеров художественных и ювелирных изделий. Может быть полезна для художников и мастеров, работающих в области декоративно-прикладного искусства, реставраторов, а также для профориентации учащихся общеобразовательных школ и ознакомления с технологией художественной обработки металлов любителями-металлистами, всех интересующихся с бесконечно разнообразным и таинственным миром металла, научиться и своими руками создавать различные поделки.
Основы дизайна. Художественная обработка металла. Учебное пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Из года в год стоимость алюминия снижается, а сфера применения расширяется. Почему? Этот металл имеет ряд уникальных свойств – он устойчив к коррозии, легок, весьма просто обрабатывается. Алюминий и его сплавы можно резать, штамповать и даже прессовать через специальные фильеры, выдавливая словно крем. Все эти свойства привлекают внимание инженеров, дизайнеров к широкому применению металла и его сплавов в строительстве, художественном литье и т. д.
Алюминиевые сплавы делятся на группы и марки, обладают хорошими литейными свойствами, великолепно обрабатываются, имеют малую плотность и довольно прочны. Наибольшее применение имеет группа сплавов кремния с алюминием. Их называют силуминами.
Серый чугун.Если учесть дефицитность и высокую стоимость медных сплавов, то лучшей замены им, чем серый чугун , не найти. Он обладает хорошими технологическими свойствами, высокой коррозийной стойкостью и низкой стоимостью. Поэтому широко применяется при изготовлении малых форм.
2.7.1. Плавильные печи
Чтобы приготовить металл для заливки в форму, существуют плавильные печи, в которых он расплавляется. Есть несколько разновидностей печей – это дуговые и индукционные электрические, пламенные и тигельные, вагранки, электрические печи сопротивления. Они должны обеспечивать: низкий расход топлива и хорошую производительность, небольшой угар расплава и минимальное насыщение его ненужными примесями, выход расплава заданной температуры, жидкотекучести и химического состава. Совсем немного поясним вопрос по поводу этих печей.

Рис. 2.11. Погремушка из алюминия, золота и драгоценных камней.
Если нам нужно иметь значительное количество металла с постоянным химическим составом, то более всего подходит для этого вагранка. Это печь непрерывного действия, и потому у нее такая высокая производительность. Она представляет собой шахтную плавильную печь, которая внутри выложена огнеупорным кирпичом.
Снаружи она облицована металлическим кожухом, сварным или клепаным.
При всех достоинствах этой печи у нее имеется очень существенный недостаток – в составе расплава увеличивается содержание серы (она переходит в чугун).
Пламенная печь используется при изготовлении цветных сплавов и плавке чугуна. Она представляет собой камеру, кожух которой собран из литых чугунных плит. Ее также изнутри облицовывают огнеупорным кирпичом.
Такие печи могут быть стационарными и поворотными. Они имеют большое преимущество, заключающееся в возможности получения чугуна с меньшим содержанием вредных примесей. Но по сравнению с вагранками пламенные печи менее удобны в работе и неэкономичны.
По типу энергии, применяемой для плавки, например тигельные печи (рис. 2.12) подразделяются на электрические и коксовые. Могут быть поворотными и стационарными и используются для плавки бронз и латуни. Преимущество плавки в таких печах – получение расплава с малым содержанием серы. Недостаток – большой расход кокса и малая производительность.
Электрические плавильные печи делятся на дуговые, индукционные и печи сопротивления. Чаще всего их применяют для плавки бронзы и латуни, но редко – чугуна. Дуговая электрическая печь – это стальной сварной барабан с графитовыми электродами, между которыми возникает дуга, являющаяся источником теплоты.
Индукционные печи относятся к агрегатам непрерывного действия, они очень экономичны и производительны. Достоинствами этих печей являются небольшой угар элементов, постоянный химический состав металла и отсутствие вредных выделений.
Мы же на первых порах будем использовать при литье малых форм небольшие электрические муфельные печи с температурой нагрева до 950-1200 °C.
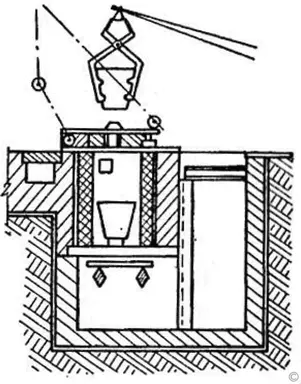
Рис. 2.12. Стационарная тигельная печь.
2.8. Микролитье небольших изделий
Как овладеть технологией микролитья? Главное – тщательно продуманная подготовка и подробные записи о выполняемой работе. Это поможет учесть первые ошибки, а в будущем даст возможность экспериментировать.
Вот основные материалы и инструменты: олово или третник (сплав 2/3 олова с 1/3 свинца), пластилин и пчелиный воск для лепки моделей, гипс, тальк (можно заменить порошком пемзы), мастика белая скипидарная для натирки паркетных полов (может быть заменена мыльным кремом для бритья), раствор медного купороса с марганцовокислым калием, самодельная центрифуга, газовая горелка и опока (рис. 2.13). Миниатюрные чеканы, сделанные из вязальных спиц.
Как вы уже узнали, что существует несколько основных способов литья, вобравших в себя опыт древнего ремесла и современной технологии изготовления художественных произведений из металла. Применительно к олову это способы барельефного литья, ажурного литья, объемного литья и кокильного литья. О каждом из них мы расскажем подробно.
Все оборудование для микролитья можно изготовить своими руками. Опока – это отрезок трубы с толщиной стенки 2–3 мм. Заготовить нужно несколько опок различного диаметра для моделей разной величины. Но учтите, что самая большая опока должна свободно умещаться в подставке ручной центрифуги.
Центрифуга изготовляется так. В деревянную ручку пропустите металлический стержень толщиной около 5 мм. К стержню неподвижно прикреплена серьга. Ручка длиной 4–5 см должна свободно вращаться на стержне (см. рис. 2.13 и 2.17, позиция 1). Подставку для опоки изготовьте из железа. Диаметр ее 7–8 см, высота бортика 2,5–3 см. К бортику приклепайте скобу высотой 11–12 см от основания подставки. Вверху скобы приварите или сделайте витое кольцо. Соедините его с серьгой проволочным коромыслом с согнутыми на концах кольцами. Места соединения должны быть прочными и подвижными. Длина коромысла 25–50 см, толщина 4 мм. Чтобы уверенно пользоваться центрифугой, потренируйтесь сначала: поставьте в нее сосуд с водой и вращайте, стараясь не пролить воду.
Наиболее простой и удобный аппарат для плавки металла состоит из портативного баллончика с пропаном, бронированного шланга к нему и самодельной горелки (см. рис. 2.13).
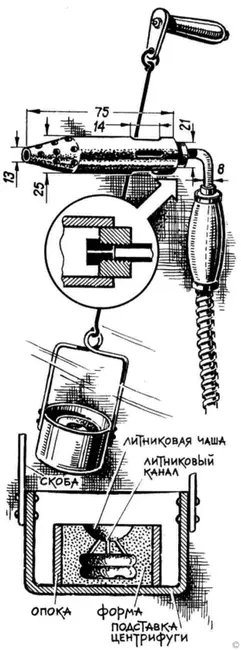
Рис. 2.13. Горелка, центрифуга, опока.
Отрежьте от железной трубы подходящих размеров втулку для сопла горелки. Затем, прорезав в нескольких местах ножовкой край трубки, ковкой сузьте на конус одну из сторон и опилите. После этого вдоль втулки просверлите и пропилите отверстия. Из латуни выточите пробку и плотно вгоните молотком в сопло. В центре пробки просверлите отверстие и нарежьте резьбу для трубки, которая будет подавать газ в горелку. Трубку подберите с таким расчетом, чтобы в ней можно было нарезать резьбу для капсюля. Капсюль вывинчивают из шланга. Трубку с капсюлем ввинтите в пробку, аккуратно изогните и насадите на другой конец ручку из дерева или эбонита. Бронированный шланг удлините прочным резиновым шлангом, способным выдержать давление газа.
Читать дальшеИнтервал:
Закладка: