Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие

- Название:Основы дизайна. Художественная обработка металла. Учебное пособие
- Автор:
- Жанр:
- Издательство:ЛитераФорте
- Год:2014
- Город:М.
- ISBN:978-5-519-01717-6
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие краткое содержание
В учебном пособии, которое в странах СНГ и зарубежом является первым такого рода, изложены основы дизайна художественной обработки металла. Эволюция технологий обработки металла прослеживается в теснейшей взаимосвязи с архитектурой, скульптурой, изобразительным, декоративно-прикладным искусством, где художественная обработка металла находит самое широкое применение.
Подробно характеризуются разнообразные способы изготовления художественных изделий (проволока и листовой металл; ковка, дифовочные работы; чеканка, гравирование и иные работы), а также с оборудованием и инструментами для этих работ.
Книга сопровождается рисунками, эскизами и таблицами; на конкретных примерах описаны приемы работы в различных техниках декора.
Для учащихся системы СПО: ПТУ, колледжей (техникумов) художественного профиля, учебных комбинатов, мастеров художественных и ювелирных изделий. Может быть полезна для художников и мастеров, работающих в области декоративно-прикладного искусства, реставраторов, а также для профориентации учащихся общеобразовательных школ и ознакомления с технологией художественной обработки металлов любителями-металлистами, всех интересующихся с бесконечно разнообразным и таинственным миром металла, научиться и своими руками создавать различные поделки.
Основы дизайна. Художественная обработка металла. Учебное пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Регулируют подачу газа краном, расположенным на шланге. Зажигайте горелку при минимальной подаче газа, а потом увеличивайте пламя. Горелка развивает температуру до 1000 °C – ее вполне достаточно, чтобы заниматься художественным микролитьем.
Во время работы с горелкой баллон с газом не должен находиться рядом с пламенем.
Различных сплавов для мелких отливок существует множество. Можно взять, например, такой: 63,7 % меди, 33,5 % цинка, 2,55 % олова, 0,25 % свинца. Пусть вас не пугают десятые и сотые доли процента – не обязательно слишком точно придерживаться этой пропорции.
Хорошо продумайте, что вы будете отливать, потом приступайте к изготовлению восковой модели. Учтите, что расплавленный металл повторит все огрехи модели, поэтому тщательно отделывайте ее.
К модели прикрепите расплавленным воском металлические литниковые штифты толщиной 1–2 мм. Хороший штифт получается из швейной иглы, если отломать острие. Чаще всего для равномерного и быстрого заполнения формы требуется несколько штифтов – в этом случае они обязательно должны пересекаться в одной точке, где также скрепляются воском.
Впоследствии точка пересечения окажется вне формовочной массы – это видно на рисунке 2.13.
Учитывая габариты модели, подберите опоку. Высота опоки определяется с таким расчетом, чтобы расстояние ее воображаемым дном и моделью составляло 1–1,5 см, а вверху можно было вырезать в формовочной массе литниковую чашу для плавки металла.
Формовочную массу приготовьте из двух частей гипса и одной части талька или пемзового порошка. Хорошо перемешайте состав и засыпайте в воду. Масса должна приобрести консистенцию негустой сметаны. Поставьте опоку на лист асбеста и заполните формовочной массой. Пока масса не затвердела, возьмите модель за штифт и погрузите в нее, слегка вибрируя, чтобы удалить пузырьки воздуха. Не раньше чем через полчаса скальпелем вырежьте литниковую чашу и плоскогубцами осторожно удалите штифты. Литниковые каналы, оставшиеся после удаления штифтов, должны располагаться в центре литниковой чаши, имея каждый самостоятельный выход.
Поместите опоку в духовку или муфельную печь литниковыми каналами вниз и в продолжение двух часов постепенно (иначе пар разорвет форму) повышайте температуру до 350 °C. После этого положите опоку боковой стороной на газовую плиту, подстелив лист асбеста, и, увеличивая огонь, выжгите оставшийся воск, поворачивая опоку для равномерного прогрева. Продолжайте нагрев и после того, как выгорит весь воск: обжиг необходим для повышения газопроницаемости формы. Как только стенки опоки станут красными, перенесите ее в ручную центрифугу. В литниковую чашу аккуратно заложите нужное количество металла и начните плавку, подсыпав немного буры. Плавящийся металл не пойдет без давления в узкие литниковые каналы. Но вот металл расплавлен весь, вы начинаете быстро вращать центрифугу, и металл устремляется в форму. Двадцати оборотов центрифуги достаточно, чтобы не только заполнение формы, но и кристаллизация металла произошли под давлением.
Чтобы извлечь отливку из формы, надо горячую опоку подставить под струю воды, направленную в литниковую чашу. Форма разрушится, и вы увидите почти готовое изделие (см. рис. 2.14, 2.15, 2.16). Отливку отбелите в 15 %-ном растворе серной кислоты.
Из мелких фрагментов можно с помощью пайки монтировать более крупные художественные произведения.
Занимаясь микролитьем, не забывайте ни на минуту о технике безопасности. Внимательно прочтите и запомните инструкцию, как обращаться с газовыми баллонами, – такая инструкция есть в каждом обменном пункте газовых баллонов. Приготовляя раствор серной кислоты, помните, что нужно кислоту лить в воду и ни в коем случае не наоборот. Раствор нужно готовить осторожно, не проливая кислоту. Прорезиненный фартук, резиновые перчатки, очки необходимы.

Рис. 2.14. Перстень. Автор В. Островский.

Рис. 2.15. Брошь. Инкрустирована жемчугом, обрамление – дерево. Автор И. Малаховский.

Рис. 2.16. Кольцо с зодиакальным знаком. Автор И. Малаховский.
2.9. Барельефное литье
Характерной особенностью барельефного литья является определенная высота рельефа над фоном – она не превышает обычно 1/3 плоскостных размеров изделия.
Работа начинается с изготовления модели из пластилина. Удобнее всего лепить на стекле или пластмассе (рис. 2.17, позиция 2). Готовая модель, например, барельеф декоративной решетки или барельефное изображение человека, животного, заливается раствором гипса. Готовить его очень удобно в резиновой чаше (срезанный на 1/3 резиновый мяч); в нее засыпают такое количество гипса, чтобы его вершинка слегка выступала над залитой в чашу водой. В перемешенном виде раствор должен по густоте напоминать жидкую сметану.
Первый слой гипса наносят на модель кисточкой, не допуская образования пузырьков воздуха в углублениях; затем модель помещается в ограждающую рамку (опоку), которая не позволит гипсу растечься при заливке всего объема (рис. 2.17, позиция 3). Через 10–15 минут гипс затвердеет и слепок (полуформа) с модели готов. Пластилин удаляют стеком под струей теплой воды.
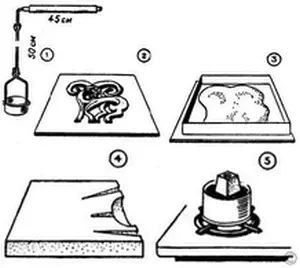
Рис. 2.17.: 1 – центрифуга; 2 – формовка кулона; 3 – заливка гипсом; 4, 5 – прокалка (сушка) формы на газовой плите.
При помощи этой же опоки отливают вторую полуформу – цельную пластину из гипса. На ее гладкой стороне прорезают литники и выпоры (рис. 2.17, позиция 4). литниками называются отверстия, по которым металл заполняет форму. Выпоры – вспомогательные отверстия, по ним под давлением расплавленного металла воздух и литейные газы выходят из пустот формы.
Обе полуформы складывают вместе и обвязывают мягкой медной проволокой, шов заливают гипсом. В верхней торцевой части полуформ делают воронку (от дна которой начинается литник), в не будет заливаться расплавленное олово или третник. Готовую гипсовую форму сушат на очень слабом огне газовой плиты примерно около 3 часов при температуре не более 150–200 °C (рис. 2.17, позиция 5). Нужно следить, чтобы сушка шла медленно, иначе форма может разрушиться.
После того как изготовление формы заканчивается, можно приступить к литью. Оно начинается с расплавления металла. Для получения качественной отливки важно выдержать оптимальную температуру расплава. Признаком достижения нужной температуры служит пленка соломенно-желтого цвета, образовавшаяся на поверхности жидкого олова. Расплав такой температуры и следует заливать в форму. Пренебрежение этими требованиями отрицательно скажется на отливке: недогретый металл даст смазанный отпечаток, перегретый (более 360 °C) – перекристаллизует гипс формы, и пары кристаллизованной воды оставят раковины на поверхности отливки.
Читать дальшеИнтервал:
Закладка: