Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие

- Название:Основы дизайна. Художественная обработка металла. Учебное пособие
- Автор:
- Жанр:
- Издательство:ЛитераФорте
- Год:2014
- Город:М.
- ISBN:978-5-519-01717-6
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие краткое содержание
В учебном пособии, которое в странах СНГ и зарубежом является первым такого рода, изложены основы дизайна художественной обработки металла. Эволюция технологий обработки металла прослеживается в теснейшей взаимосвязи с архитектурой, скульптурой, изобразительным, декоративно-прикладным искусством, где художественная обработка металла находит самое широкое применение.
Подробно характеризуются разнообразные способы изготовления художественных изделий (проволока и листовой металл; ковка, дифовочные работы; чеканка, гравирование и иные работы), а также с оборудованием и инструментами для этих работ.
Книга сопровождается рисунками, эскизами и таблицами; на конкретных примерах описаны приемы работы в различных техниках декора.
Для учащихся системы СПО: ПТУ, колледжей (техникумов) художественного профиля, учебных комбинатов, мастеров художественных и ювелирных изделий. Может быть полезна для художников и мастеров, работающих в области декоративно-прикладного искусства, реставраторов, а также для профориентации учащихся общеобразовательных школ и ознакомления с технологией художественной обработки металлов любителями-металлистами, всех интересующихся с бесконечно разнообразным и таинственным миром металла, научиться и своими руками создавать различные поделки.
Основы дизайна. Художественная обработка металла. Учебное пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Остывшую форму помещают в чашу центрифуги, быстро заливают металл и начинают энергично вращать центрифугу в вертикальной плоскости. Под действием центробежных сил расплавленный металл заполнит все мельчайшие углубления формы. Если модель не имеет мелких деталей и значительных углублений, можно обойтись без центрифуги.
Вращение центрифуги продолжается не более полминуты. За это время металл кристаллизуется и застывает. Как только олово в форме застынет, форму опускают в миску с водой. Размокший гипс легко удаляется, и отливка освобождается, с нее срубают весь лишний металл: литники, выпоры и т. д. Если отливка получилась с дефектами – раковинами, недоливами, – нехватку металла можно восполнить с помощью электропаяльника мощностью 80 Вт.
Затем приступают к окончательной отделке. То, что не удалось сделать в пластилине, доводят теперь на металле. Отливку крепят сургучом на деревянной пробке или дощечке и зажимают ее в тиски. Обработку отливки ведут шаберами, чеканами, штихелями (см. далее главы: «Чеканка» и «Гравирование»).
В процессе обработки олово приобретает блеск, и блики мешают видеть форму. Убрать их можно тонированием раствором медного купороса. Купорос придает изделию серовато-черный оттенок, напоминающий старое серебро. После окончательной полировки тонировку нужно сохранить в углублениях. Таким приемом удается еще больше подчеркнуть рельефность. Изделия, выполненные при помощи барельефного литья можно отделать плавленым бисером, инкрустировать жемчугом, эмалевыми вставками (см. рис. 2.14– 2.16 и 2.18).
Нередко, чтобы уменьшить вес изделия и получить тонкостенную отливку (она меньше подвержена усадочным раковинам), пластилин из первой полуформы удаляют частично, сохраняя только лицевую оболочку толщиной 2–3 мм. Вторая полуформа должна быть выпуклой и соответствовать пустотам на полях первой половины делают полукруглые замковые лунки, а затем вместе с пластилином смазывают ее растительной смазкой – скипидарной мастикой или мыльной пеной. Вторая полуформа отливается на разделительную смазку поверх первой полуформы. Затем полуформы разнимают и удаляют пластилин. На второй полуформе прорезают литники и выпоры, и на обеих режется литниковая воронка.
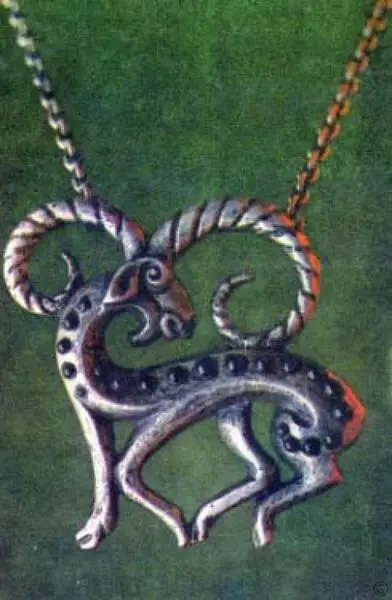
Рис. 2.18. Кулон. Инкрустирован плавленым бисером. Автор И. Малаховский.
Форма для отливки медалей изготовляется примерно так же (см. главу «Басма»). Нужно только во время литья размещать ее не строго вертикально, а наклонно, под углом 30–40°. При таком положении отливка медалей идет качественнее.
2.10. Ажурное литье
Олово теперь стало привычным металлом, но в XVI–XVII веках оно вывозилось в Россию из других стран и ценилось довольно высоко. Тонким слоем олова покрывали железные изделия, чтобы предохранить их от ржавчины. Из серебристого легкоплавкого металла отливали русские мастера посуду с рельефными украшениями. Поверхность изделий из мягкого, податливого олова легко обрабатывалась резцом. Поэтому отлитые изделия часто украшались гравированными орнаментами и надписями затейливой старославянской вязью. Много образцов оловянной посуды хранится в Историческом музее в Москве (см. рис. 2.19, фрагмент деревянной рамы).
Из-за хрупкости олова ажурное литье из него применялось чаще всего в тех случаях, когда отливки крепились на основании из более прочного материала, например на дереве. Отлитые в мастерских ажурные полоски и бляшки с низким узорным рельефом набивали мелкими гвоздиками на стенки деревянных ларцов и рам для зеркал. Иногда для большей декоративности под ажурные оловянные пластины подкладывали ярко окрашенную слюду, а сам узор золотили. Так отделаны деревянные панели Благовещенского собора Московского Кремля.
Технология старинного способа украшения изделий ажурными оловянными пластинками довольно проста и не требует сложного оборудования. Вы можете декорировать ларцы, шкатулки, настенные панно из дерева и металла.
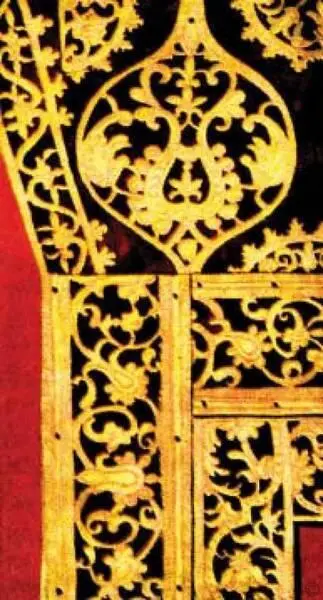
Рис. 2.19. Фрагмент деревянной рамы, отделанной оловом. XVII век. Государственный Исторический музей, Москва.
При разработке эскиза, особенно для настенного панно интерьера, желательно использовать не только традиционные растительные мотивы, но и стилизованные изображения архитектурных сооружений, зверей, птиц, рыб, насекомых. В эскизе нужно заранее учитывать технологические особенности ажурного литья, следить за тем, чтобы все элементы будущего рельефа, соприкасаясь, образовывали монолитную ажурную решетку. Если предполагаете украсить крупные изделия, рельеф на эскизе следует разделить на несколько частей и потом отливать каждую отдельно.
Любой узор состоит из повторяющихся элементов, так называемых раппортов. Достаточно изготовить литейную форму для одного такого раппорта, чтобы потом в ней отлить последовательно весь узор. Из двух-трех раппортов можно составить более сложный узор. Литейная форма в этих случаях для каждого раппорта изготовляется отдельно (рис. 2.20).
Эскиз нужно делать на тонкой бумаге, с которой будет проще перевести изображение на материал для формы.
Отливку производят в глиняной или гипсовой форме. Глину нужно хорошо отмутить, то есть удалить из нее посторонние примеси. Широко известен способ отмучивания глины в воде. Разведенной в воде глине дают отстояться – песок и щебенка опускаются на дно, а травинки и щепки поднимаются на поверхность. Осторожно слив воду, снимают верхний слой глины. Подсушенную глину пускают в дело.
Есть и другой, менее известный способ отмучивания. Куски глины высушивают на солнце или в помещении, а затем толкут в ступе. Растолченную в порошок глину просеивают через мелкое сито, в котором остаются посторонние примеси. По мере необходимости глиняный порошок растворяют в воде, получив массу любой вязкости.
Формы для небольших отливок из металла можно изготовить из жирной глины, для более крупных – из тощей, в которую добавлено небольшое количество мелкого речного песка. Чтобы глина была однородной, в течение нескольких минут тщательно разминайте ее руками. Затем из хорошо промятой глины слепите прямоугольную плиту по размерам отливки, с небольшим припуском на поля. В зависимости от размеров толщина плиты будет колебаться от одного до двух сантиметров.
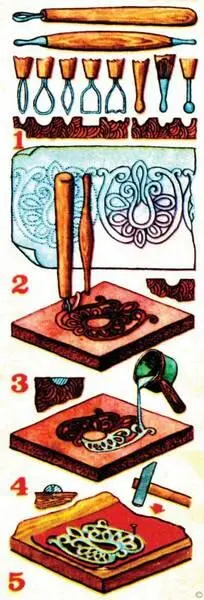
Рис. 2.20.: 1 – стеки и лощильники; 2 – эскиз ажурного узора бляшки; 3 – вырезание формы и лощение; 4 – заливка металла; 5 – крепление бляшки на деревянную основу. Художник Г. Я. Федотов.
Читать дальшеИнтервал:
Закладка: