Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие

- Название:Основы дизайна. Художественная обработка металла. Учебное пособие
- Автор:
- Жанр:
- Издательство:ЛитераФорте
- Год:2014
- Город:М.
- ISBN:978-5-519-01717-6
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие краткое содержание
В учебном пособии, которое в странах СНГ и зарубежом является первым такого рода, изложены основы дизайна художественной обработки металла. Эволюция технологий обработки металла прослеживается в теснейшей взаимосвязи с архитектурой, скульптурой, изобразительным, декоративно-прикладным искусством, где художественная обработка металла находит самое широкое применение.
Подробно характеризуются разнообразные способы изготовления художественных изделий (проволока и листовой металл; ковка, дифовочные работы; чеканка, гравирование и иные работы), а также с оборудованием и инструментами для этих работ.
Книга сопровождается рисунками, эскизами и таблицами; на конкретных примерах описаны приемы работы в различных техниках декора.
Для учащихся системы СПО: ПТУ, колледжей (техникумов) художественного профиля, учебных комбинатов, мастеров художественных и ювелирных изделий. Может быть полезна для художников и мастеров, работающих в области декоративно-прикладного искусства, реставраторов, а также для профориентации учащихся общеобразовательных школ и ознакомления с технологией художественной обработки металлов любителями-металлистами, всех интересующихся с бесконечно разнообразным и таинственным миром металла, научиться и своими руками создавать различные поделки.
Основы дизайна. Художественная обработка металла. Учебное пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Такое небольшое знакомство с литейными сплавами и их свойствами мы приводим в надежде, что, получив первый опыт, вы оцените возможности литейного ремесла и прелесть изготовляемых таким способом изделий. Хорошее знание материалов позволит вам в дальнейшем совершенствоваться, переходя к более сложным изделиям, качество выполнения и внешний вид которых будут во многом определяться правильным видом материала.
Одновременно можете заниматься заготовкой алюминиевого (различная посуда), бронзового (водопроводные краны, потерявшие свою художественную ценность статуэтки, детали скульптур, архитектурных украшений) лома. Желательно, чтобы это были остатки изделий, ранее изготовленных литьем. Определить это можно по наличию на них следов специфического литейного шва.
Приспособления и инструменты.
Форму для отливки шкатулки готовят в двух ящиках-опоках без дна и крышки, сделанных из хорошо просушенной древесины березы, сосны, бука. Применяются они для облегчения сборки, переноски и удаления формы. Опоки могут иметь прямоугольную, круглую формы или приближенно повторять очертания моделей, они называются фасонными опоками. Они труднее в изготовлении, но удобны тем, что, имея мало свободного от модели пространства, позволяют экономить формовочные смеси. Деревянные опоки – это рамы, собранные на шурупах и клее (см. рис. 2.28, позиция 1 А, В).
С двух противоположных сторон каждой рамы укрепляют горизонтальные планки, которые называются выступами, или приливами (позиция 1 Г). В приливах сверлят два отверстия и забивают в них металлические трубки (позиция 1 Д). Чтобы трубки не выпадали, их торцы слегка проковывают. Из толстой проволоки сгибают штыри и соединяют верхнюю и нижнюю опорки (позиция 1 Б, Е).
В работе вам потребуются совок, сито, трамбовка, иглы, подъемы, ланцеты, мешочки с припылом, гладилки, кисти (см. позиции 2 A-И). Совком засыпают в опоки формовочную смесь, через сито ее просеивают.
Сита применяются для разрыхления формовочных смесей при покрытии ими поверхности моделей. Сетку сита желательно выполнить из латунной проволоки с ячейками 1–1,5 мм для мелкого литья и для крупного – 3–5 мм. Диаметр сита обычно составляет 30–40 см. облицовочную формовочную смесь насеивают на поверхность модели посредством такого сита. Набойки и трамбовки применят для распределения и уплотнения формовочных смесей в опоках. Наиболее удобна трамбовка с двумя рабочими частями – цилиндрической и клиновидной (позиция 2 В).
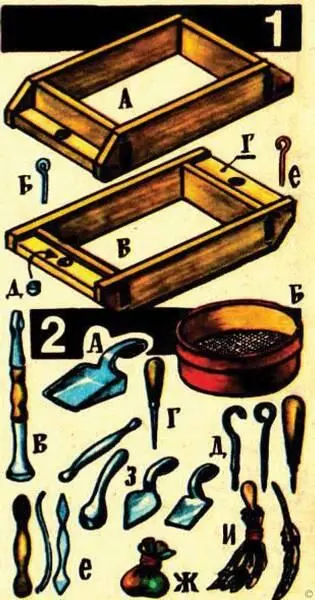
Рис. 2.28. Приспособления и инструменты.
Вентиляционные иглы (позиция 2 Г) служат для прокалывания в песчаной форме каналов, из которых выходят газы, образующиеся при заливке металла. Эти каналы способствуют увеличению газопроницаемости формы. Используются прямые и изогнутые иглы. Иглы изготавливают из стальных прутков, заточенных на конус.
Мешочком с порошком припылом (позиция 2 Ж) припудривают поверхность модели перед формовкой, а также готовую форму перед сборкой и отливкой. Благодаря этому к ней не прилипает формовочная смесь. Кроме того, припудренную модель легко извлекать из готовой формы.
В качестве припыла применяют измельченный древесный уголь, цемент, тальк, графит, а для тонкого фасонного литья – ликоподий (споры болотного растения плавуна). Мешочек для порошка делают из марли или другой редкой ткани. Очищают внутренние поверхности модели от лишнего припыла кистью из мягких перьев птиц, а внешние – обметают кистями из конского волоса (см. позицию 2 И).
Подъемы (позиция 2 Д) представляют собой тонкие стержни, один конец которых согнут в виде кольца, а другой заострен – служит для извлечения модели из формы. На рабочей части крупного подъема нарезают резьбу.
Отделочные ланцеты и гладилки (см. рис. 2.28, позиции 2 З) используются для исправления повреждений на форме. Гладилки и ланцеты можно изготовить из инструментальной стали или латуни. Рабочие поверхности гладилок тщательно полируют и применяют их для заглаживания шероховатостей поверхностей формы. Ланцетами исправляют повреждения в труднодоступных местах форм. Ланцетами подрезают формовочную смесь, например, при изготовлении литниковой воронки. Линейки используют для срезания с опоки излишков формовочной смеси. Можно использовать деревянные и металлические линейки. Металлические линейки прослужат дольше.
Щетки используют для очистки поверхности моделей от загрязнений, полученных при формовке.
Деревянные молотки необходимы для уплотнения кусков формы на поверхности модели. Киянки используют для расталкивания модели перед ее извлечением из формы.
Деревянные бруски применимы при кусковой формовке, для уплотнения смеси в опоке. Трамбовки здесь применять нельзя, так как из-за малой рабочей поверхности они неравномерно воздействуют на смесь, что может привести к смещению кусков. Бруски же выбирают таких размеров, чтобы при трамбовке они упирались в края опоки. При этом они равномерно воздействуют на поверхность смеси на уровне краев опоки.
Подмодельные плиты – плоские, с гладкой поверхностью деревянные плиты, служащие для установки на них моделей при подготовке к формовке. Для плоских моделей применяют плиты с ровной поверхностью. Для моделей с выступами, поднятиями поверхности применяют плиты с прорезями. Выступающие части моделей укладывают в эти прорези.
Тигли – круглые металлические сосуды с толстыми стенками, слегка сужающимися книзу, используемые для плавления металла. Выполняются они из смеси глины, песка, шамота (мелкая, величиной с просеянное зерно крошка, получаемая дроблением и просеиванием огнеупорного кирпича). Содержание глины и шамота в смеси для тигля равное. Воду добавляют в количестве, необходимом для того, чтобы смесь приобрела консистенцию густой замазки. Тигли можно вылепить вручную или же сформовать в гипсовой форме. Вылепленные или сформованные тигли высушивают при комнатной температуре, а затем обжигают в печи при 900 °C.
Печь.Современная электрическая печь представляет собой металлический каркас, обложенный огнеупорным кирпичом или другими огнеупорными материалами, внутри которого по стенкам уложена металлическая проволока (нихром). Такую печь можно сделать самостоятельно, заказать или купить у изготовителей электрических печей. В дальнейшем она пригодится для обжига изделий из керамики, стекла, кварца, в эмальерном деле и т. д.
Современные высококачественные печи NABERTHERM (Германия) и других в настоящее время фирм, отвечают всеми техническими требованиями и хорошо зарекомендовали себя в эксплуатации. Они обеспечивают достаточную для приготовления расплава температуру, не требуют применения тигельных крышек для защиты металлического расплава от газов, образующихся в процессе сгорания топлива. Однако далеко не у всех есть возможность обзавестись такой муфельной печью. Из положения можно выйти, если сделать своими руками простейшую муфельную печь. Об этом было рассказано в журнале («Юный техник» № 9, 1982 и № 4, 1983).
Читать дальшеИнтервал:
Закладка: