Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие

- Название:Основы дизайна. Художественная обработка металла. Учебное пособие
- Автор:
- Жанр:
- Издательство:ЛитераФорте
- Год:2014
- Город:М.
- ISBN:978-5-519-01717-6
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие краткое содержание
В учебном пособии, которое в странах СНГ и зарубежом является первым такого рода, изложены основы дизайна художественной обработки металла. Эволюция технологий обработки металла прослеживается в теснейшей взаимосвязи с архитектурой, скульптурой, изобразительным, декоративно-прикладным искусством, где художественная обработка металла находит самое широкое применение.
Подробно характеризуются разнообразные способы изготовления художественных изделий (проволока и листовой металл; ковка, дифовочные работы; чеканка, гравирование и иные работы), а также с оборудованием и инструментами для этих работ.
Книга сопровождается рисунками, эскизами и таблицами; на конкретных примерах описаны приемы работы в различных техниках декора.
Для учащихся системы СПО: ПТУ, колледжей (техникумов) художественного профиля, учебных комбинатов, мастеров художественных и ювелирных изделий. Может быть полезна для художников и мастеров, работающих в области декоративно-прикладного искусства, реставраторов, а также для профориентации учащихся общеобразовательных школ и ознакомления с технологией художественной обработки металлов любителями-металлистами, всех интересующихся с бесконечно разнообразным и таинственным миром металла, научиться и своими руками создавать различные поделки.
Основы дизайна. Художественная обработка металла. Учебное пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
6.5. Правила обронного гравирования
С самых истоков в характере резьбы наметились два основных подразделения – плоскостное гравирование, о которой вы только что узнали, и рельефная обронь. Выпуклую резьбу в старину на Руси называли «обронь», или «обронная работа». Это название пошло от слова «обирать» (убирать) фон.
К обронным работам относятся все виды гравирования, при которых выбирается фон, а элементы изображения остаются выпуклыми.
Правило 1.Выполняя позитивный оброн (выпуклый рисунок на утопленном фоне), пред началом прорезки рельефа контуры рисунка процарапываются стальной иглой, закрепленной в деревянной рукоятке. Делается это для того, чтобы не сбить контур при дальнейшей работе. Далее вооружаются шпицштихелем и прорезают контур изображения на глубину фона.
Правило 2.Выборку фона при позитивном оброне производят флахштихелем или флахзубильцем, когда заготовка из мягкого металла и при неглубоком рельефе. В местах закруглений и впадин металл выбирают болштихелем или болзубильцем. Когда черновая выборка металла окончена, то есть весь фон выбран равномерно, в соответствии с заданной глубиной, приступают к дальнейшей обработке рельефа. Сначала фон аккуратно выравнивают плоским флахштихелем, а рельефные элементы режут с помощью болштихеля или рубят соответствующими зубильцами. Облегчает процесс обработки фона использование надфилей, различных чеканов, пуансонов, матиков.
Правило 3.Углубленный оброн металла внутри прорезанных чистый свинец: на 400 г чистого свинца – 75 г порошка серы.
Контуры выполняют различными зубильцами. Техника выборки металла при углубленном оброне та же, что и при выпуклом. Но здесь гораздо важнее выдержать точную глубину рельефа. Для этого регулярно, после нескольких проходов зубильцами, глубину замеряют штангенциркулем. Если перед мастером лежит оригинальный образец изделия, копию которого предстоит изготовить, проверку на точность углубления производят с помощью пластилинового шаблона. В предварительно увлажненную вырубленную форму вдавливают кусок размягченного пластилина, а затем полученный оттиск сравнивают с оригиналом, вводя в соответствующее углубление. У профессионального мастера наметанный глаз, и поэтому он прибегает к сверке не часто. Начинающим желательно проверять себя почаще. Потому что исправление ошибок – работа чрезвычайно трудоемкая. Если толщина заготовки позволяет, поверхность металла по всему контуру спиливают и приступают к обработке с нуля. Если же это невозможно, испорченный участок высверливают и вставляют подходящую пробку. Доводку рельефа по окончании вырубки производят описанным в правиле 2 способом. Для проникновения в узкие места применяют гнутые инструменты.
Правило 4.Выборку металла следует производить так, чтобы оставался небольшой запас глубины. Впоследствии уровень металла осядет, уплотняясь под ударами чеканов и пуансонов, или выберется штихелями и зубильцами.
Обронным гравированием можно изготовить деревянные или металлические модели для литья и микролитья. И наоборот, чтобы ускорить процесс изготовления граверного изделия, можно по заранее изготовленной форме отлить рельефную заготовку. Ручная работа при этом сведется лишь к чистовой проработке фона или изображения (см. рис. 6.36).
В качестве примера приведены три орнамента для начинающих мастеров (см. рис 6.37 и на рис. 6.38 показаны два изделия кубачинских школьников и учащихся СПТУ).
6.6. Современное оборудование для гравирования
В настоящее время для массового производства граверных изделий в дизайне используют гравировально-копировальные, рельефно-копировальные и иные машины. Гравировально-копировальные машины при помощи специального шаблона производят резцом не только плоскостное гравирование, но и гравирование на необходимую глубину. Одной из сложных копировальных машин является пантограф с алмазным резцом, который с помощью специального приспособления может пропорционально уменьшить формы рисунка на изделиях (рис. 6.39).

Рис. 6.36. Стадии выполнения обронной работы: 1 – закрепление рисунка гравировальной иглой; 2 – гравирование контура шпицштихелем; 3 – выборка фона болштихелем; 4 – проработка деталей рельефа; 5 – полировка рельефа; 6 – матирование фона. Рисунки Г. Я. Федотова.

Рис. 6.37. Три орнамента начинающим мастерам.
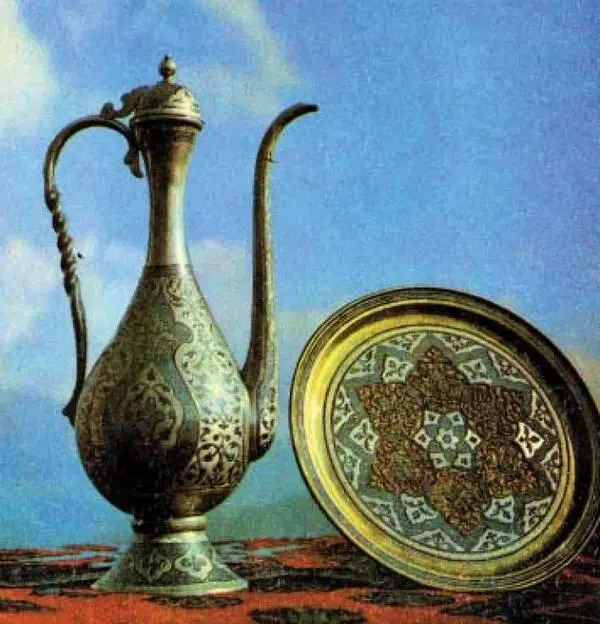
Рис. 6.38. Работа кубачинских школьников и учащихся СПТУ.
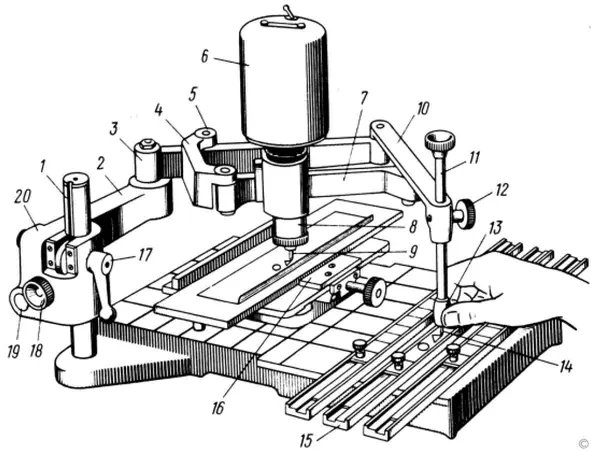
Рис. 6.39. Гравировально-копировальный станок с пантографом: 1 – колонка для вертикального перемещения пантографа, 2 – суппорт пантографа, 3 – главный шарнир, 4, 7 – рукав пантографа для монтажа при работе в масштабе, 8 – шпиндель для крепления резца, 9 – гравировальный резец, 10 – опорный кронштейн, 11 – направляющий копир, 12 – зажимной винт копира, 13 – микроскопический винт точной установки, 14 – острие для обводки шаблона, 15, 16 – шаблонодержатели, 17 – рукоятка для вертикального перемещения пантографа, 18 – зажимной винт, 19 – шарнир, 20 – регулируемый балансир.
Наличие этой машины дает возможность воспроизводить фигурные и портретные композиции в уменьшенном виде, используя в качестве шаблона крупные авторские оригиналы. При этом получаются уменьшенные рельефы, воспроизведенные на стали и пригодны для применения их в качестве пуансонов-переводников для штамповки серийных изделий из меди, алюминия, и др. металлов.
Гравировально-фрезерные плоттеры МЕ-500 и ME-650 (сделано в Японии).
Mimaki– это универсальные настольные гравировально-фрезерные машины для вырезания трехмерных объектов и гравирования пластин с использованием плоской векторной графики. Обрабатываемые материалы: пластики, акриловое стекло, композитные материалы, дерево, резина, легкие металлы (алюминий, латунь) и др.
Применение:Благодаря высокой производительности и точности, оборудование нашло применение во многих областях производства, таких как: визуальная реклама (фрезеровка объемных букв, рельефных изображений, указателей, табличек, логотипов), полиграфия (штампы для тиснения и конгрева), декоративная резка по дереву, ювелирное дело, тароупаковочное производство (макеты для вакуумной формовки).
Читать дальшеИнтервал:
Закладка: