ВЕРТОЛЁТ 2000 01

- Название:ВЕРТОЛЁТ 2000 01
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:2000
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
ВЕРТОЛЁТ 2000 01 краткое содержание
ВЕРТОЛЁТ 2000 01 - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Особенность проектирования пресс- форм, в которых изготовление деталей осуществляется с натяжением волокон, связана с необходимостью учета термического удлинения материала, увеличением размера детали при натяжении волокон, обеспечением подвижности некоторых частей оснастки, изменением объема материала, создающего давление прессования. Для конкретизации рассуждений приведем схемы сечений пресс-формы вместе с изготавливаемой деталью (рис.1).
Корпус пресс-формы определяет габариты детали. Давление на поверхности композитной детали создается двумя путями. Резиновый мешок (2) с помощью сжатого воздуха создает необходимое давление на наружных поверхностях полок лонжерона. На стенки лонжерона давление передается резиновой мембраной (7) также с помощью сжатого воздуха. Резиновая мембрана приклеена к металлическому вкладышу (8) по горизонтальным полкам. В этом случае резиновая прокладка создает давление на внутреннюю поверхность полок лонжерона за счет термического расширения самой прокладки и создания распорного усилия между подвижным элементом пресс-формы (6) и металлическим вкладышем (8). Величина распорного усилия должна быть достаточной для обеспечения натяжения в стенке лонжерона и в то же время не превышающей допустимого давления на поверхности композита. Величина давления регулируется толщиной резиновой мембраны на горизонтальном участке, которая может быть рассчитана с учетом совместной работы резины и стенки лонжерона.
В настоящее время в пресс-формах используется резина марок ИРП-1338, ИРП-1400, герметики У-1-18, У-2-28 и другие материалы. Положительные результаты дает применение силиконовой резины для создания давления в замкнутом объеме за счет ее терморасширения при нагревании. Имея небольшой модуль упругости (Е=180 МПа), она обладает высоким коэффициентом линейного термического расширения (n=250Ч10 -61/град.), что в замкнутом объеме позволяет создавать необходимое давление или усилие. Это свойство позволяет использовать силиконовую резину для создания деформации растяжения в материале полки.
Рассмотрим один из способов создания такого натяжения в мощных силовых лонжеронах, позволяющий учитывать возможные изменения ширины и толщины полки лонжерона. На рис.2 приведена схема реализации растяжения полки в процессе технологического нагрева и сохранения части такого растяжения после охлаждения приспособления (эта схема соответствует сечению А-А рис.1).
Полка лонжерона с одной стороны испытывает давление резинового мешка (2), а с другой – резиновой прослойки мембраны (7). В таких условиях при перемещении металлических прокладок (3) и (6) за счет сил трения на ее поверхности образуется растяжение материала. Эффект проскальзывания металлических прокладок (3) и (6) и создание натяжения усиливаются при использовании разрезов резиновых элементов (9), которые приклеиваются только к одной прокладке (3) по торцевой стороне. Прокладки (3) и (9) удлиняются и перемещаются относительно стенки (10), расположенной посередине длины приспособления. Так как резина имеет большой коэффициент термического расширения, при охлаждении всей конструкции происходит ее усадка, между прокладками образуются зазоры, а в полках лонжерона сохраняется растяжение, пока сохраняется давление в резиновых камерах (2) и (7). Все необходимые размеры прокладок рассчитываются в зависимости от габаритов и жесткости изготавливаемого изделия.
Еще один метод повышения качества композитного изделия предполагает обеспечение равномерности прогрева структуры по толщине стенки вдоль ее длины. Эта задача особенно трудно выполнима, когда толщины стенок конструкции существенно меняются по площади изделия. В этом случае при постоянном притоке тепла на поверхность элемента не будет выдержан температурно-временной режим процесса полимеризации в каждой точке объема, что может отразиться на свойствах и качестве изделия. В большинстве случаев регулирование теплового потока по поверхности конструкции осуществить невозможно из- за сложности и дороговизны реализации этого регулирования. Кроме того, перечисленные особенности трудно поддаются учету при расчете и проектировании технологической оснастки.
Существует конструктивный прием, который обеспечивает такой процесс изготовления, при котором в каждой точке материала реализуется заданный технологический режим. Желательно, чтобы коэффициенты термического расширения изделия и приспособления были одинаковыми. Проще всего качество изделия с переменной толщиной стенки можно обеспечить, если на поверхность изделия класть фиктивный материал, толщина которого должна меняться в зависимости от толщины материала конструкции таким образом, что бы их суммарная толщина была постоянной по всей поверхности изделия. В этом случае отпадает необходимость регулирования теплового потока по поверхности технологического приспособления, что позволяет обеспечить одновременное достижение необходимой одинаковой температуры на внутренней поверхности изделия в случае одностороннего нагрева.
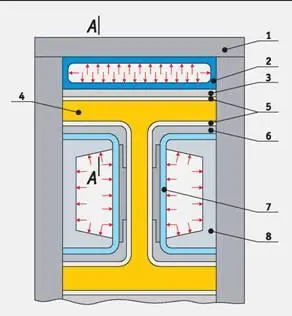
Рис. 1. Поперечное сечение пресс-формы с изделием
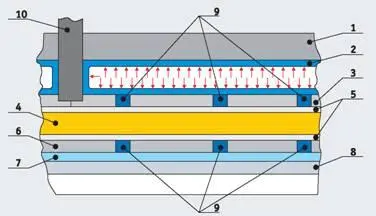
Рис. 2. Продольное сечение пресс-формы с изделием
На рисунках 1 и 2 цифрами обозначены: 1) корпус пресс-формы; 2) резиновый мешок для создания давления; 3) металлическая прокладка; 4) композитная деталь; 5) прокладки из фторопласта; б) подвижные элементы пресс-формы; 7) резиновая прослойка мембраны; 8) металлический вкладыш; 9) резиновые элементы (вкладыши); 10) стенки пресс-формы
Расчет напряженно-деформированного состояния конструкции показывает, что при использовании фиктивного материала деформации укладываются в рамки допускаемых отклонений.
Александр ДУДЧЕНКО, докт. техн. наук профессор,
Вячеслав РЕЗНИЧЕНКО, канд. техн. наук доцент, МГТУ (МАИ)
ЭКСПЛУАТАЦИЯ
Им сверху видно все…
Открытое акционерное общество «Баштрансгаз» (представитель ОАО «Газпром» в Башкортостане) обеспечивает природным газом не только свою республику и европейскую часть России, но и страны ближнего и дальнего зарубежья. Трасса газопровода проходит по сложному природному рельефу: через шесть рек, леса и заболоченные участки. Совершенно очевидно, что оптимальным видом транспорта, который позволяет эффективно патрулировать трассу и быстро доставлять людей к месту аварии, является вертолет. Совершенно очевидно и то, что в парке вертолетов, используемых на этом участке, не хватает легких машин.
Читать дальшеИнтервал:
Закладка: