Техника и вооружение 2011 05

- Название:Техника и вооружение 2011 05
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:2011
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Техника и вооружение 2011 05 краткое содержание
Техника и вооружение 2011 05 - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Модель (деревянная и металлическая) изготавливалась из двух частей с горизонтальным разъемом, соответствующим разъему кожухов. Для продувки оболочки газом С0 2 на поверхности модели имелись венты, располагавшиеся в шахматном порядке. Набивка оболочки (зазора между металлическим кожухом и моделью башни) химически твердеющей смесью производилась с помощью специальной промышленной шланговой пескодувной установки, разработанной ВПТИ-12. Время набивки оболочки составляло 20–25 мин. После набивки оболочки (через венты и наколы по разъему оболочки) производилась продувка газом С0 2 и модель башни извлекалась из формы с помощью крана за рымы. Центральный стержень изготавливался отдельно в металлическом стержневом ящике и затем размещался в форме. Для питания отливки на торце среза башни устанавливались равномерно шесть прибылей, выполненных в верхней полуформе. Заливка металлооболочковой формы башни производилась специальной сталью МБЛ-1. Время выдержки отливки в форме -12 ч.
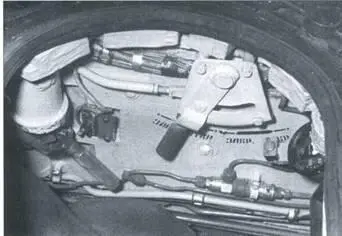
Общий вид на левый борт отделения управления танка Т-62П («Объект 166П»), НИИБТ полигон, 1963 г.

Танк Т-62, оборудованный комплексной экранной защитой ЗЭТ-1 в походном положении. НИИБТ полигон, 1964 г.
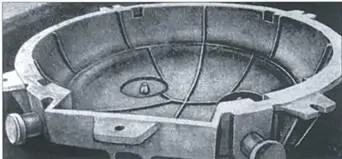
Оснастка для металлооболочковой формы (кожух) башни танка Т-62.
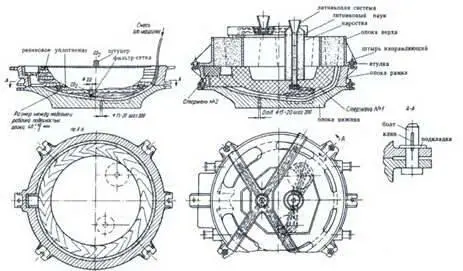
Схема набивки металлооболочковой формы для отливки башни танка Т-62 (слева) и схема металлооболочковой формы в сборе.
Изготовление опытно-валовой партии башен Т-62 показало техническую возможность и целесообразность исполнения этого процесса на заводах промышленности. Качество полученных башен было значительно выше, чем при отливке в песчаные формы (по засорам: в металлооболочковой форме на одну отливку — 100 см², в песчаной форме — 200 см²; по трещинам башни имели примерно одинаковое количество трещин, суммарная протяженность которых составляла менее 1000 мм; по массе: башни, отлитые по новой технологии, имели меньший перевес — до 100 кг вместо 190 кг).
Кроме того, при отливке одной башни (только с учетом стоимости изготовления нижней полуформы и формовочных материалов) удалось получить экономию в 210 руб. и резко сократить расход формовочных смесей (с 5,3 до 1,4 т), а следовательно, и трудоемкость их изготовления, уплотнения, транспортировки и повторной переработки. В результате резкого сокращения объема используемых смесей и применения продувки С0 2 значительно улучшились условия труда в литейных цехах.
По результатам изготовления опытно-валовой партии башен танка Т-62 технология их отливки в металлоооболочковые формы была внедрена в валовое производство на заводе им. С. Орджоникидзе.
Наибольший объем работ по танку Т-62 в рассматриваемый период был выполнен в направлении повышения подвижности машины. Так, в 1964 г. в КБ Уралвагонзавода под руководством Л.Н. Карцева осуществили ряд мероприятий по модернизации танка Т-62, связанных с установкой многотопливного двигателя В-36Ф мощностью 471 кВт (640 л.с.), приспособленного для работы как на дизельном топливе, так и на бензине и реактивном топливе ТС-1 и Т-2, с совершенствованием ходовой части и других систем и агрегатов машины. При этом некоторым изменениям подверглись стабилизатор «Метеор», системы двигателя — топливная, охлаждения, смазки и воздухоочистки (применили бескассетный воздухоочиститель), агрегаты трансмиссии (коробка передач, ПМП, входной редуктор) и отдельные узлы подвески.
В том же году завод модернизировал два ранее выпущенных танка Т-62, которые получили наименования «Объект 166М-1» и «Объект 166М-2». Они отличались друг от друга только конструкцией ходовой части: на танке «Объект 166М-1» использовалась серийная ходовая часть, а на танке «Объект 166М-2» — новая пятикатковая схема (применительно к одному борту) с поддерживающими катками. Конструкцию опорных и поддерживающих катков заимствовали у ходовой части опытного танка «Объект 167». Боевая масса танков возросла до 36750 и 36445 кг соответственно.
В период с октября 1964 г. по июль 1965 г. оба танка прошли испытания на НИИБТ полигоне. На танке «Объект 166М-1» после 677 км пробега вместо двигателя В-36Ф установили В-36 мощностью 427 кВт (580 л.с.) с опытным генератором Г-6,5.
Испытания показали, что модернизированные танки превосходили серийные по экономичности работы двигателя (особенно при высоких температурах окружающего воздуха и высокой нагрузке двигателя), по удельной мощности, а также по плавности хода, что в комплексе с повышенной удельной мощностью улучшило их маневренные качества.
Средние скорости движения танка «Объект 166М-1» с двигателем В-36Ф по различным видам грунтовых дорог на 8-14 % превышали аналогичные показатели серийной машины.
Вместе с тем, надежность двигателя В-36 с наддувом и новой ходовой части оказалась низкой и не отвечала предъявляемым требованиям по срокам службы боевых машин. Установка новой ходовой части была сложной и трудоемкой и привела к полной невзаимозаменямости ее узлов с узлами серийных танков.
По заключению НИИБТ полигона, заводу следовало переработать конструкцию ходовой части в направлении максимальной унификации и упрощения ее установки на серийные танки. Кроме того, наряду с повышением удельной мощности до 13–15 кВт/т (18–20 л.с./т) и улучшением плавности хода предлагалось внедрить автоматизированный привод управления агрегатами трансмиссии, разработанный в КБ завода № 174. Этот привод в КБ завода № 174 создали совместно с ВНИИ-100 и НИИБТ полигоном в 1962–1965 гг. для танка Т-62, который получил заводское обозначение «Объект 612» и имел три режима работы — автоматический, полуавтоматический и ручной (см. «ТиВ» № 2/2010 г.).
С учетом результатов испытаний танков «Объект 166М-1» и «Объект 166М-2» в июне 1965 г. Уралвагонзавод изготовил уже пять модернизированных танков Т-62М, на которых установили многотопливные двигатели В-36, ходовые части с поддерживающими и опорными катками меньшего диаметра, амортизаторами увеличенной энергоемкости и гусеницы с РМШ.
В период с октября 1965 г. по 1 марта 1966 г. эти машины прошли пол и гон но-войсковые испытания в ТуркВО и ПрикВО с целью проверки надежности работы двигателей В-36 и их систем в пределах гарантийного срока службы (500 ч) при эксплуатации на различных сортах топлива и межремонтного срока службы (до 1000 ч) — на штатном дизельном топливе.
Читать дальшеИнтервал:
Закладка: