Джеймс Вумек - Бережливое производство

- Название:Бережливое производство
- Автор:
- Жанр:
- Издательство:Альпина Бизнес Букс
- Год:2004
- Город:Москва
- ISBN:5-9614-0009-3
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Джеймс Вумек - Бережливое производство краткое содержание
«Бережливое производство» (lean production) — прорывный подход к менеджменту и управлению качеством, обеспечивающий долговременную конкурентоспособность без существенных капиталовложений. Пионером этого подхода стала компания Toyota, которая благодаря его использованию достигла выдающихся результатов. В настоящее время «бережливое производство» используется компаниями во многих странах и в разных отраслях.
Книга написана обстоятельно, ясно и содержит не только описание теории, но и много примеров из опыта ведущих компаний США, Германии и Японии.
Книга ориентирована, прежде всего, на практиков — руководителей среднего и высшего звена и предпринимателей, но также будет интересна студентам и преподавателям экономических вузов.
Бережливое производство - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Рисунок 9-3. Сборка двигателей на Porsche, октябрь 1992
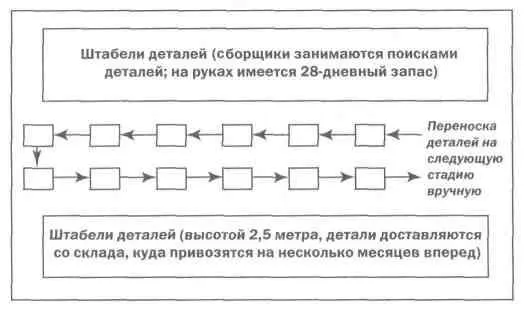
Рисунок 9-4. Сборка двигателей на Porsche, декабрь 1992
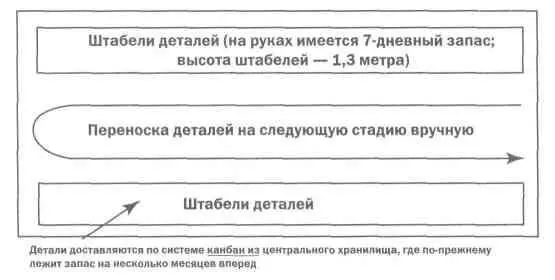
Рисунок 9-5. Сборка двигателей на Porsche, декабрь 1993
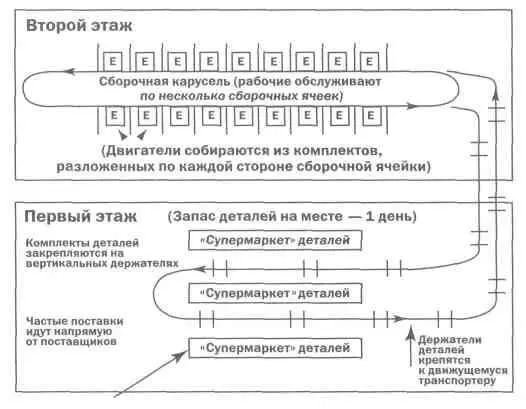
Перед изготовлением каждого двигателя детали, требуемые для его сборки, формировались в специальный набор. Этим занимались рабочие из отделения комплектации, которые располагались этажом ниже сборочного отделения. На небольших тележках эти наборы отправлялись в отделение сборки, причем точно с такими же интервалами, с которыми собирались двигатели. (Такие наборы сами по себе служили средством «защиты от дурака», так как детали укладывались в тележку точно в той последовательности, в которой они монтировались на двигателе. Если какую-то деталь пропускали, это сразу становилось видно.) {11} Тем временем систему канбан создали у себя и основные поставщики. Поэтому требуемые детали могли доставляться в отделение комплектации с нужной частотой. Огромный автоматизированный центральный склад Porsche, до этого принимавший все поставки, теперь был почти пуст. Высвободившееся место можно было заполнить деталями для ремонта и обслуживания.
Мероприятия по улучшению работы покрасочных камер, цеха сварки кузовов, цеха механической обработки двигателей, цехов окончательной сборки и сборки рамы стартовали в это же время. Ежемесячно приезжая на завод на одну неделю, японские консультанты контролировали результаты работы всех шести команд. Анализ проводился по понедельникам утром. К полудню того же дня команды получали план дальнейших действий.
Поскольку за более чем тридцать лет осуществления улучшений японские сенсеи уже навидались многого, они могли почти сразу же указать на места, где можно достичь еще больших улучшений, чем те, что предлагали команды Porsche. Видекинг говорил, что для того, чтобы научиться видеть, одной теории мало. Надо обязательно применять бережливые технологии на практике. Поскольку Накао и другие консультанты уже развили в себе эту способность «видеть насквозь», с их помощью Porsche и достигла таких астрономических успехов.
Имея на руках шесть готовых планов действий, команды высших менеджеров, производственных рабочих и вспомогательного персонала принимались за дело. Надо было изготовить требуемое оборудование, передвинуть и запустить станки, стандартизовать работу и стабилизировать всю деятельность предприятия. Поскольку станки можно было передвигать по ночам или же во время обеденного перерыва, останавливать работу приходилось редко. Итоги работы по улучшениям подводились по пятницам. Заслушивались отчеты всех шести команд, создавался зачастую немалый список незаконченных дел. Не забывали и о том, чтобы отметить достигнутые успехи.
В течение двух лет команды PVP, которые планировали и отслеживали улучшения, предлагавшиеся консультантами, потихоньку приобрели опыт, позволявший им присоединиться к рабочим командам и продолжать работу без посторонней помощи. В соответствии с разработанной политикой каждая рабочая команда должна была проводить большое мероприятие по улучшению своей работы каждые три месяца. Предложения, вносившиеся членами команд в рабочем порядке, должны были реализовываться немедленно. Именно благодаря такой системе стало возможным достичь целевых показателей Процесса Улучшения Porsche, поставленных перед каждой рабочей командой.
Видекинг вряд ли бы далеко ушел, если бы не разобрался с проблемой излишков рабочей силы. Конечно, проблему частично ослабил недавний перенос сборки 968-й модели с завода Audi обратно на Porsche. Помочь могло и заключение контрактов с Audi и Mercedes на сборку некоторых ультрамодных моделей, выпускавшихся малыми партиями. Частично решало проблему и назначение высвобожденных рабочих, обладавших определенными навыками, членами команд кайдзен. Например, при улучшении работы покрасочной камеры очень пригодились профессиональные отделочники, которые помогли фундаментально решить проблему загрязнения системы, благодаря чему существенно уменьшилась потребность в последующей доводке. Когда же объем заказов опять начал расти (что и должно было произойти, так как дела у Porsche пошли на поправку), эти рабочие вернулись к покраске.
Тем временем объем производства в Цуффенхаузене упал с 26000 штук в 1991 году до 14000 штук в 1993. Было весьма маловероятно, что в ближайшее время, по крайней мере, до выхода новых моделей он сможет вернуться к уровню 1980-х годов. Не стоит забывать, что Porsche тратила непропорционально большие деньги на конструирование и изготовление комплектующих, которые были нужны лишь в очень небольшом количестве. Намного разумнее было закупать эти детали у поставщиков, снабжавших крупные автомобильные корпорации. Короче говоря, в этих условиях Porsche просто не могла прокормить всех своих работников.
Чтобы привести численность персонала в соответствие с долгосрочными прогнозами, Porsche была вынуждена уволить 2,5 тысячи человек. Сокращения, начавшиеся в середине 1992 года, заняли три года. Некоторые работники сами воспользовались предложением об особых условиях выхода на пенсию. Другие среагировали на весьма щедрое выходное пособие. Принимая во внимание возрастную структуру рабочей силы Porsche, а также 3-процентную естественную текучесть персонала, сократить штат на 30 процентов в течение десяти лет было можно и не прибегая к увольнениям — даже при сохранении объема производства на прежнем уровне.
Перед началом сокращений руководство сделало стандартное заявление, которое уже не раз повторялось на страницах нашей книги. Оно гарантировало рабочему совету, что ни один сотрудник не потеряет работу в результате перехода на бережливое производство, который совершался благодаря работе PVP-команд, однако содержание труда каждого человека будет постоянно меняться. Конечно, учитывалось, что дальнейшее падение продаж может вынудить руководство пойти на новые сокращения ради спасения компании. Первая гарантия распространялась на три года: с 1991 по 1993-й. Потом она была продлена до 1996 года.
И работники, и профсоюз вначале весьма неоднозначно отреагировали на такое «попрание» их профессионализма и места в структуре. Согласно идее, которую отстаивало бережливое производство, традиционное личное мастерство было одной из форм муда. Действительно, как еще назвать исправление ошибок, когда их можно просто не делать? Поиски инструментов и деталей, которые можно хранить в заранее известном месте? Лишние операции, которых можно избежать грамотным планированием работы? Потери времени на контроль работы машин, которые вполне могли контролировать себя сами? Ожидание доставки деталей? Длинные штабели запасов, скопившиеся из-за привычки работать большими партиями?
Читать дальшеИнтервал:
Закладка: