Галина Колб - Санитарно-технические работы

- Название:Санитарно-технические работы
- Автор:
- Жанр:
- Издательство:Литагент Вышэйшая школа
- Год:2013
- Город:Минск
- ISBN:978-985-06-2288-4
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Галина Колб - Санитарно-технические работы краткое содержание
Пособие полностью соответствует учебной программе по единичной квалификации «Монтажник санитарно-технических систем и оборудования».
Санитарно-технические работы - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Фиксацию стыков обеспечивают сварной прихваткой в двух точках по окружности трубы; применением различных центрирующих устройств и приспособлений в виде струбцин с призмами; традиционными средствами с помощью опор и подвесок.
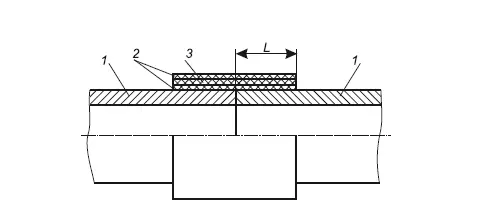
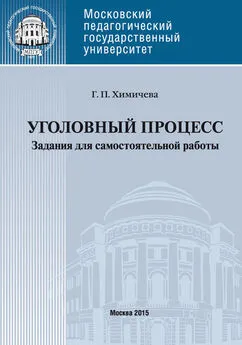
Рис. 3.6. Клеевое соединение труб бандажного типа: 1 – концы склеиваемых труб; 2 – клей; 3 – стеклоткань
Склеивание стыков труб производят при температуре окружающего воздуха не ниже 5 °C. При низких температурах окружающего воздуха склеивание осуществляют в утепленных укрытиях или с обогревом стыков. При работе на открытом воздухе место склеивания необходимо защищать от атмосферных осадков.
После фиксации концов труб их наружные поверхности зачищают на ширину нахлестки, т. е. наружным диаметром не менее 0,7 мм (степень очистки вторая по ГОСТу), и обезжиривают ацетоном или бензином-растворителем. Клеевые составы приготовляют непосредственно на монтажной площадке, смешивая компаунд и отвердитель, при этом смешивание осуществляют в емкости, в которой находится компаунд.
Готовый клеевой состав должен быть израсходован до потери им жизнеспособности, т. е. за 45–60 мин.
Нанесение клея на стеклоленты осуществляют на ровной плоскости, покрытой полиэтиленовой пленкой, на которую предварительно наносят шпателем полосу клея шириной, равной ширине ленты. По нанесенной полосе клея раскатывают ленту из рулона, затем клей наносят на поверхность ленты тонким (не более 0,15 мм) слоем, прилагая к шпателю небольшое усилие, обеспечивающее внедрение клея в структуру стеклоткани. Клеевую полосу на полиэтиленовой пленке периодически восстанавливают. Расход клея должен составлять не более 300 г на 1 м 2стеклоткани.
Намотку на концы стыкуемых труб подготовленной ленты производят вручную в радиальном направлении с натягом и без перекосов. Середина ленты при этом располагается над местом стыка концов труб.
При холодном отверждении клеевых соединений их выдерживают в неподвижном положении до полного отверждения клея и набора им требуемой прочности в течение следующего времени: при температуре окружающего воздуха от 5 до 17 °C – 4 сут.; при температуре от 17 до 25 °C – 2 сут. Для осуществления процесса склеивания при невысоких положительных или отрицательных температурах, а также для ускорения отверждения клея и повышения прочностных свойств клеевых соединений их выдерживают при температуре 80 °C в течение 3 ч или при температуре 120 °C в течение 1–1,5 ч.
Горячее (с обогревом) отверждение осуществляют с помощью любых нагревателей: инфракрасных устройств, ламп накаливания, трубчатых электронагревателей, гибких ленточных нагревателей типа ЭНГЛ-180 (рис. 3.7) или с помощью специальных устройств, позволяющих поддерживать в клеевом соединении указанную выше температуру.
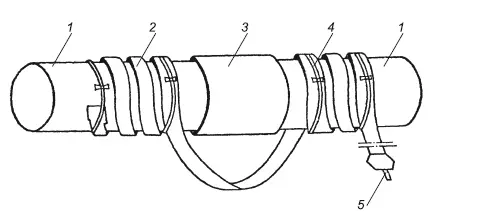
Рис. 3.7. Горячее отверждение клеевого соединения труб бандажного типа с помощью гибкого ленточного нагревателя типа ЭНГЛ-180: 1 – концы труб; 2 – гибкий ленточный нагреватель; 3 – клеевое соединение; 4 – стеклолента для фиксации витков нагревателя на поверхности трубы; 5 – выводы электронагревателя
Бандажное клеевое соединение с навивным каркасом применяют для соединения монтажных стыков трубопроводов, имеющих зазор с превышением предельных отклонений, а также линейное или пространственное смещение осей труб (рис. 3.8). Оно может быть выполнено в виде линейной вставки, отвода, перехода и их сочетаний. Соединение указанного вида получают путем прикрепления к концам труб вставки в виде проволочной спирали, последующей намотки на концы труб и спираль ленты с нанесенным на нее слоем эпоксидного клея и его отверждения. Проволочную спираль размещают между торцами труб, затем концевые витки (по 2–3 витка с обеих сторон) надвигают на концы труб с обеспечением плотного контакта с их поверхностями. Для обеспечения электропроводности стыка концы крайних витков зачеканивают в тело труб. Расстояние между витками спирали в рабочем положении не должно превышать 1/5 ширины ленты. Намотку стеклолент производят вначале радиально по поверхности трубы в зоне до первого витка спирали, затем винтообразно по спирали и вновь радиально за последним витком спирали. Винтовую намотку производят с нахлестом. Величину перекрытия последующим витком ленты предыдущего принимают равной не менее 1/5 ширины ленты. Число проходов по всей длине соединения не менее 5.
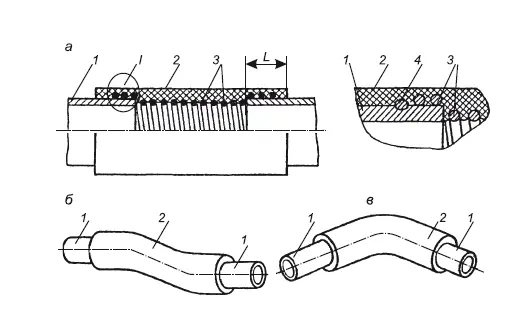
Рис. 3.8. Клеевые соединения труб бандажного типа с навивным каркасом: а – в виде линейной вставки; б – при параллельном смещении осей соединяемых труб; в – в виде отвода; 1 – концы склеиваемых труб; 2 – бандаж; 3 – навивной каркас; 4 – зачеканка витка навивного каркаса в трубу
При транспортировании, погрузке и разгрузке склеенных трубных заготовок необходимо принимать меры, исключающие возможность их механического повреждения, появление недопустимых деформаций. Недопустимо сбрасывание склеенных трубных заготовок с транспортных средств и перемещение их волоком.
Раструбные (муфтовые) и клеемеханические соединения. Конструктивно-технологические параметры раструбных (муфтовых) клеевых соединений труб приведены на рис. 3.9. Детали соединений изготовляют из труб по ГОСТ 8732-78 и ГОСТ 8734-75. Раструбы получают с помощью станков «ПГ-100», «Восток Д45-325» или другого специализированного оборудования.
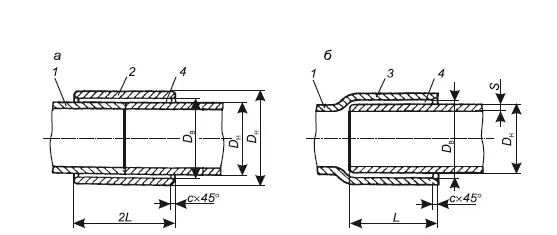
Рис. 3.9. Клеевые соединения труб муфтового (а) и раструбного ( б) типов: 1 – концы склеиваемых труб; 2 – муфта; 3 – раструб; 4 – зазор для клея
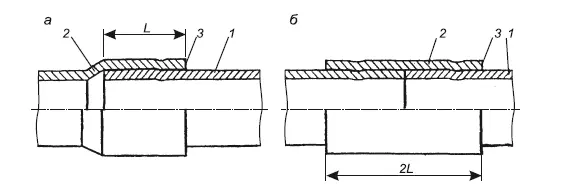
Рис. 3.10. Клеемеханическое соединение труб: а – раструбное; б – муфтовое; 1 – концы склеиваемых труб; 2 – раструб (муфта); 3 – клей
Получение требуемых размеров муфт достигается проточкой соответствующих патрубков на токарных станках. Длину нахлестки клеемеханических соединений (рис. 3.10) принимают из расчета L = (1,1–1,2)D H. Расход клея – 300–350 г/м 2склеиваемой поверхности. Соединение труб фиксируется в трех точках равномерно по периметру на расстоянии 10–15 мм от торца раструба (муфты) с помощью обжимного устройства (рис. 3.11). Зазор между наружной поверхностью трубы и внутренней поверхностью раструба (муфты) должен быть минимальным и не превышать 1 мм. В отдельных случаях для предотвращения вытекания клея следует производить подбивку торца раструба (муфты) льно- или стекловолокном или добавлять в состав клея 3 мае. ч. тиксотропной добавки «Аэросил А-380».
Читать дальшеИнтервал:
Закладка: